- Способы опрессовки
- Кернер с молотком
- Соединение пайкой
- Опрессовка в тисках с помощью винтов
- Набор пресс клещи CTF
- Зачем нужен обжим и опрессовка проводов
- Итак, как правильно обжимать провода наконечниками
- Виды кримперов и их цена
- Обжим провода наконечниками с помощью кернера
- Область применением
- Область применения
- Обжим тонкостенных наконечников многожильных проводов
- НШВИ
- Ножны
- Кольцевые
- Обжим толстостенных коннекторов многожильных проводов
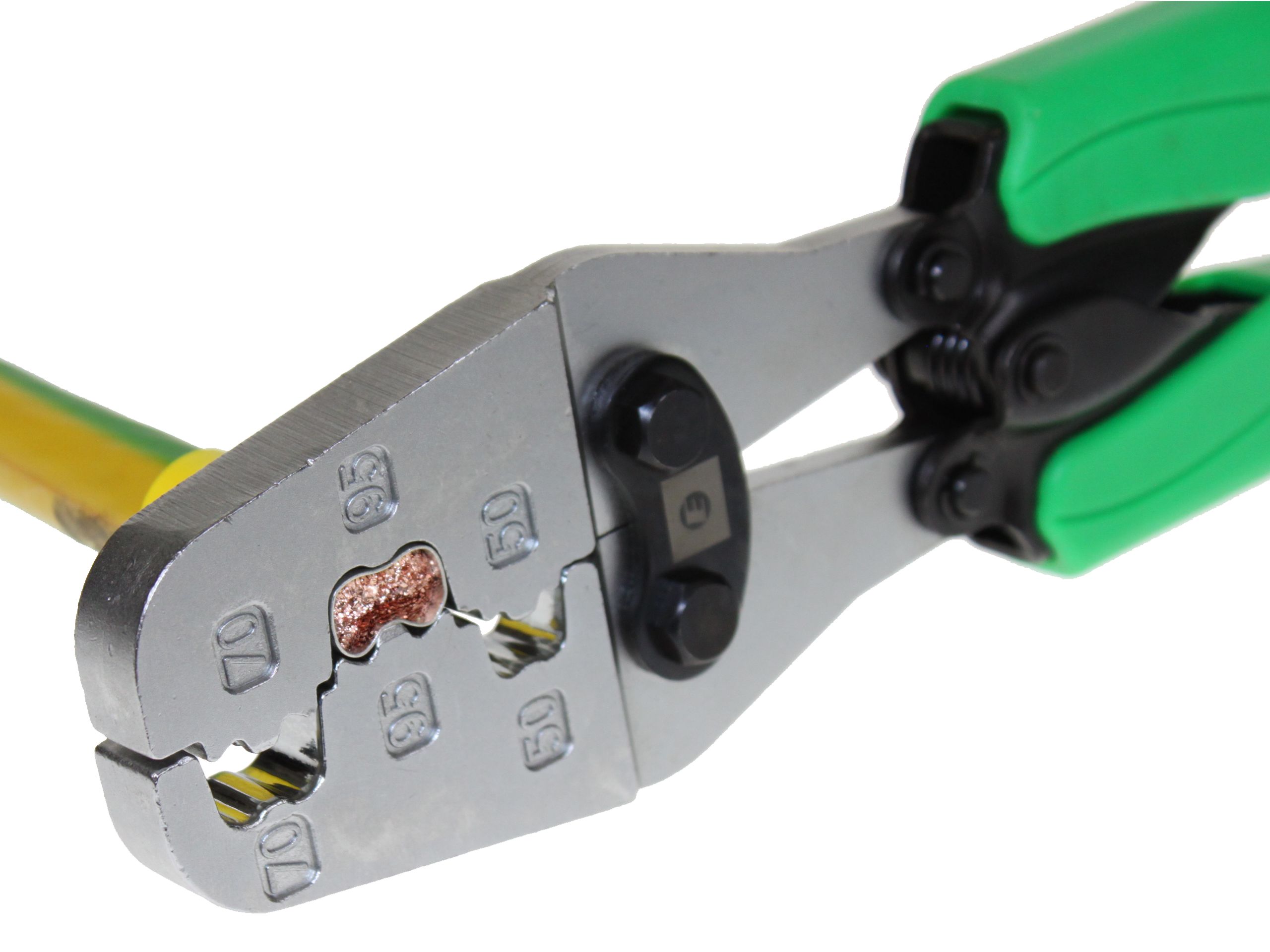
- Опрессовка гильз кабелей большого сечения
- Последовательное обжатие гильз проводов
- Обжим разъёмов RJ-45 компьютерных кабелей
- Как обжать наконечники для проводов без инструмента
- Пайка наконечника
- Обжим с использованием керна/молотка
Способы опрессовки
Известны эффективные методы обжатия провода, для реализации которых потребуется простейший слесарный инструмент, имеющийся в хозяйстве большинства пользователей.
Возможные варианты решения проблемы приводятся ниже:
Использование для запрессовки фирменного кернера (фото ниже).
- Лужение и последующая запайка контактного соединения газовой горелкой.
- Опрессовка с помощью винта и обжима в тисках.
Рассмотрим каждый из этих подходов более подробно.
Кернер с молотком
Запрессовка посредством кернера – самый простой и быстрый способ решения проблемы, не требующий чрезмерных усилий. Для его реализации потребуются кернер, тиски и обыкновенный молоток.
Прядок опрессовки выглядит следующим образом:
- Сначала очищенная от изоляции часть провода вставляется в наконечник.
- Затем конструкция кладется на массивную и жесткую подкладку – поверхность наковальни, тисков или широкую плоскость кувалды.
- После этого посредством кернера делаются последовательные углубления на одной из сторон гильзы с одновременным ее расплющиванием.
- Керны делаются с шагом порядка 2-3 мм, а при ударах стараются не пробить гильзу.
- Затем наконечник переворачивается и обрабатывается с обратной стороны.
Дополнительная информация : Количество и глубина сделанных набивок зависят от длины и рабочего диаметра наконечника.
В заключение обработанное место обматывается изолентой.
Соединение пайкой
Этот способ особо интересен тем, кто постоянно занимается припоями и имеет в хозяйстве газовую горелку. И хотя он не подходит под категорию «обжатие» – тем не менее с его помощью проблема решается достаточно быстро.
Для его реализации нужно проделать следующие операции:
- Сначала провод и внутренняя часть наконечника тщательно облуживаются, после чего у его лопатки просверливается небольшое отверстие.
- Далее зачищенный конец проводника заводится внутрь, а сам наконечник обматывается стеклолентой.
- После этого он прогревается пламенем горелки, а в расположенное сверху отверстие заливается оловянный расплав.
При прогреве олово растекается и заполняет пустоты. Намотанная ранее лента из стекловолокна препятствует его вытеканию.
Опрессовка в тисках с помощью винтов
Для решения проблемы с обжатием существует еще один способ. Согласно ему берутся два длинных винта подходящего диаметра, по длине полностью перекрывающих прессуемую часть гильзы (фото ниже).
После сжатия всей этой конструкции в тисках провод надежно спрессовывается по контуру винтов. После этого остается обмотать место соединения изолентой и использовать наконечник по назначению.
Набор пресс клещи CTF
 В этот набор также входит 5 матриц. Правда здесь уже нет механизма быстрого съема.
В этот набор также входит 5 матриц. Правда здесь уже нет механизма быстрого съема.
Для замены матрицы придется использовать шестигранный ключ. Что не совсем удобно и может занять гораздо больше времени, чем сам процесс обжатия.
Можно конечно заняться самодеятельностью и несколько модернизировать процесс съема матриц. Для этого на заводские винты можно напаять гайки, которые уже легко скручивать руками без применения шестигранников и спец.ключей. 
Еще в комплекте идут 2 запасных винта от матриц на случай если вы потеряете действующее или испортите резьбу на них.
Отсутствие механизма быстрого съема это конечно один из главных минусов данного инструмента. Представьте вы сидите перед шкафом, в котором пара сотен проводников. Все они идут по порядку, разного сечения и типоразмеров и обжимать их нужно соответствующе. Сколько лишнего времени и нервов у вас уйдет на откручивание-закручивание матриц, вопрос далеко не риторический.
Возникает резонный вопрос, зачем нужен набор CTF с неудобным процессом замены матриц, если есть пресс клещи CTB с механизмом их быстрого съема?
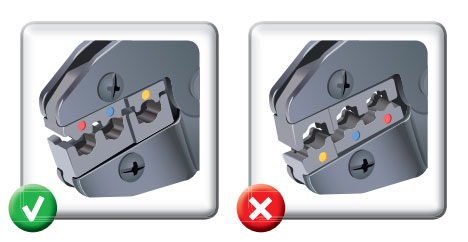
Принципиальное отличие CTF – это параллельное смыкание матриц. Данная форма обжатия является самым важным преимуществом перед любыми другими пресс клещами.
При использовании обычных пресс клещей обжим изолированных и неизолированных наконечников сначала происходит с одного края, потом по центру и только в конце наконечник обжимается целиком.
А вот модель CTF имеет такую конструкцию, что губки на ней смыкаются параллельно сверху вниз. Поэтому обжим происходит равномерно и сразу по всей поверхности наконечника.








Правда возможен вариант, когда вы матрицу и наконечник подобрали вроде бы верно, а провод после опрессовки все равно внутри гильзы зажат плохо. Как такое возможно?
А причина здесь кроется в недобросовестном заводе изготовителе кабельной продукции. Именно они могут сделать провод, полагаясь на свои технические условия, а не на ГОСТ. В итоге получается сечение не 1,5мм2, а меньше 1,25-1,3мм2. Вы же, зажимая это все матрицей на 1,5мм2, естественно не сможете добиться того результата который необходим.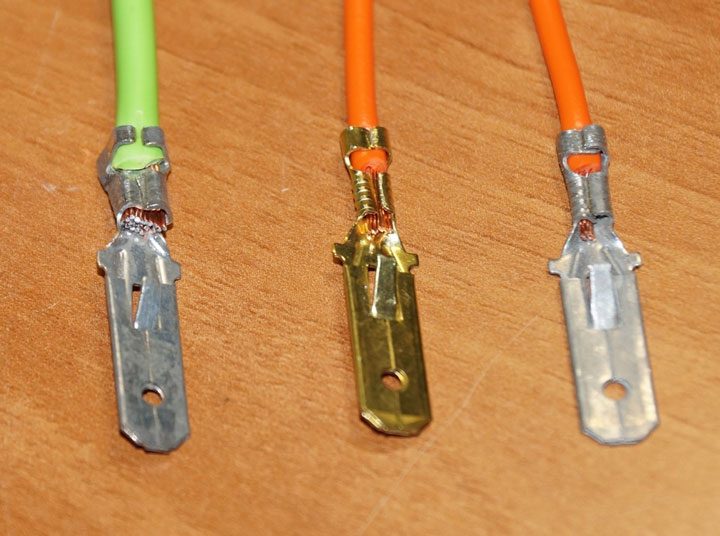
Модель пресс клещей CTF в своей конструкции также имеет:
храповый механизм
регулировку усилия сжатия матриц
 Нужно понимать, что сама по себе регулировка не меняет усилия сжатия. Она лишь контролирует и изменяет зазор между матрицами.
Нужно понимать, что сама по себе регулировка не меняет усилия сжатия. Она лишь контролирует и изменяет зазор между матрицами.
Будьте осторожны, если неправильно их отрегулировать, то можно добиться того, что храповый механизм каждый раз не будет проходить полный цикл обжатия.
На новых клещах ничего регулировать не нужно. Заводскими настройками выставлены оптимальные условия опрессовки. Однако в процессе длительной эксплуатации матрицы могут разболтаться и появляются люфт и слабина.
Регулировка осуществляется с помощью эксцентрика. Откручиваете винт стопора и крутите звездочку. В сторону плюса, если нужно увеличить схождение матриц и в сторону минуса, если наоборот ослабить.
Производитель КВТ для своих кримперов говорит о гарантийном обжиме наконечников в 30 000 циклов без потери качества опрессовки.
Также клещи ctf имеют:
механизм разблокировки из любого положения
кнопку фиксации рукояток
Для чего нужна фиксация рукояток? Представьте себе что вы стоите на стремянке и под потолком обжимаете одной рукой гильзу наконечника в распредкоробке. Вам нужно одеть ее на провод, завести в нужное гнездо матрицы и зафиксировать, прежде чем окончательно дожать.
Сделать это в один заход из-за неудобного положения и стесненных условий работы будет проблематично. Здесь как раз таки и незаменим механизм фиксации. Вставили гильзу, поджали, перехватились и дожали как следует.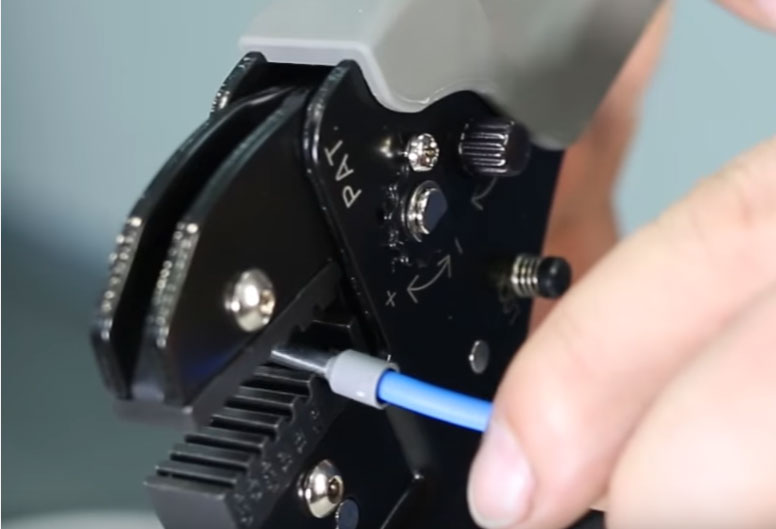
Обжимать моножильные провода пресс клещами CTB и CTF не рекомендуется. Для этого нужно прикладывать большее усилие и храповый механизм должен быть рассчитан на это. В этом случае лучше воспользоваться другими марками инструмента от КВТ. Например кримпер – ПК-16у и ПК-35у.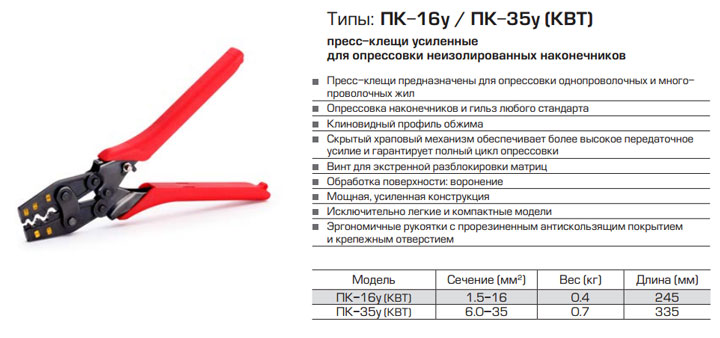
В целом оба набора CTB и CTF могут дополнять друг друга и быть незаменимыми помощниками при обжатии втулочных изолированных, неизолированных и других разновидностей тонкостенных гильз и наконечников.
Конечно, для мастера универсала вполне достаточно иметь и один из них. Однако помните, что универсальность не всегда окупается. Гораздо надежнее иметь набор именно клещей, а не набор матриц к одним пресс клещам.
Наборы пресс клещей CTF и CTB в интернет магазинах можно приобрести в пределах 5000 рублей.
Сами же клещи лишь с одной матрицей и вовсе обойдутся минимум в два раза дешевле. Выбрать себе необходимый вариант можно здесь.
Зачем нужен обжим и опрессовка проводов
А можно ли вообще обойтись без гильзования и обжатия? Что плохого в простом креплении проводов к автоматам и другим приборам?
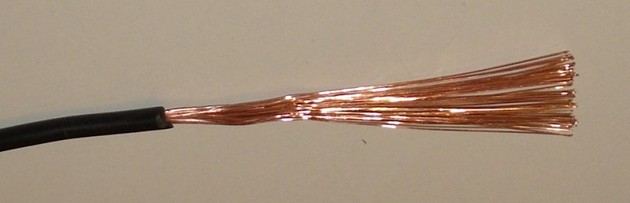
При простом зажиме пучок провода распушается и раздавливается в стороны. Некоторые отдельные проводники вообще могут быть повреждены. Такие жилы, разрушенные и отделенные от основного пучка, уже не принимают участия в контакте и пропуске через себя токовой нагрузки. 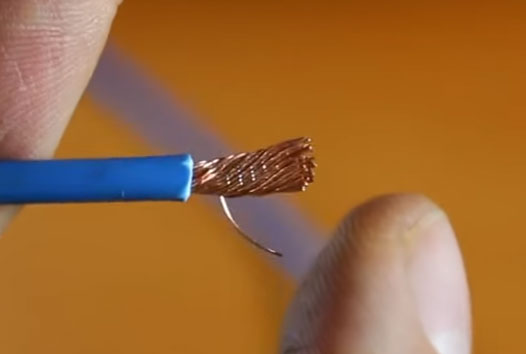









Все это приводит к тому, что оставшихся жил не хватает и происходит нагрев мест соединения.
Кроме этого, оголенная медь из которой выполнены жилы проводов остается доступной для попадания влаги и кислорода. А это приводит к ее потемнению и окислению.
Один раз обжав проводник наконечником или гильзой, вы избавите себя от всех этих проблем в дальнейшем.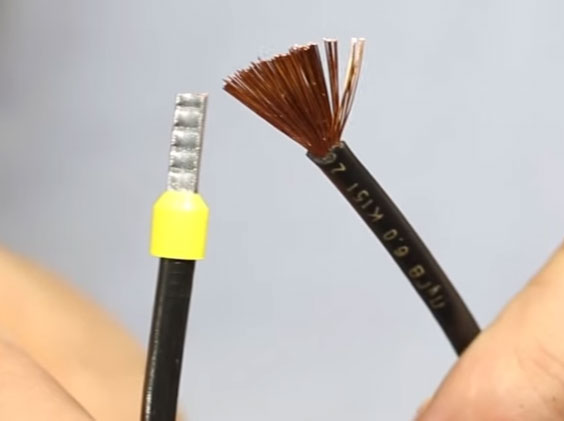
Итак, как правильно обжимать провода наконечниками
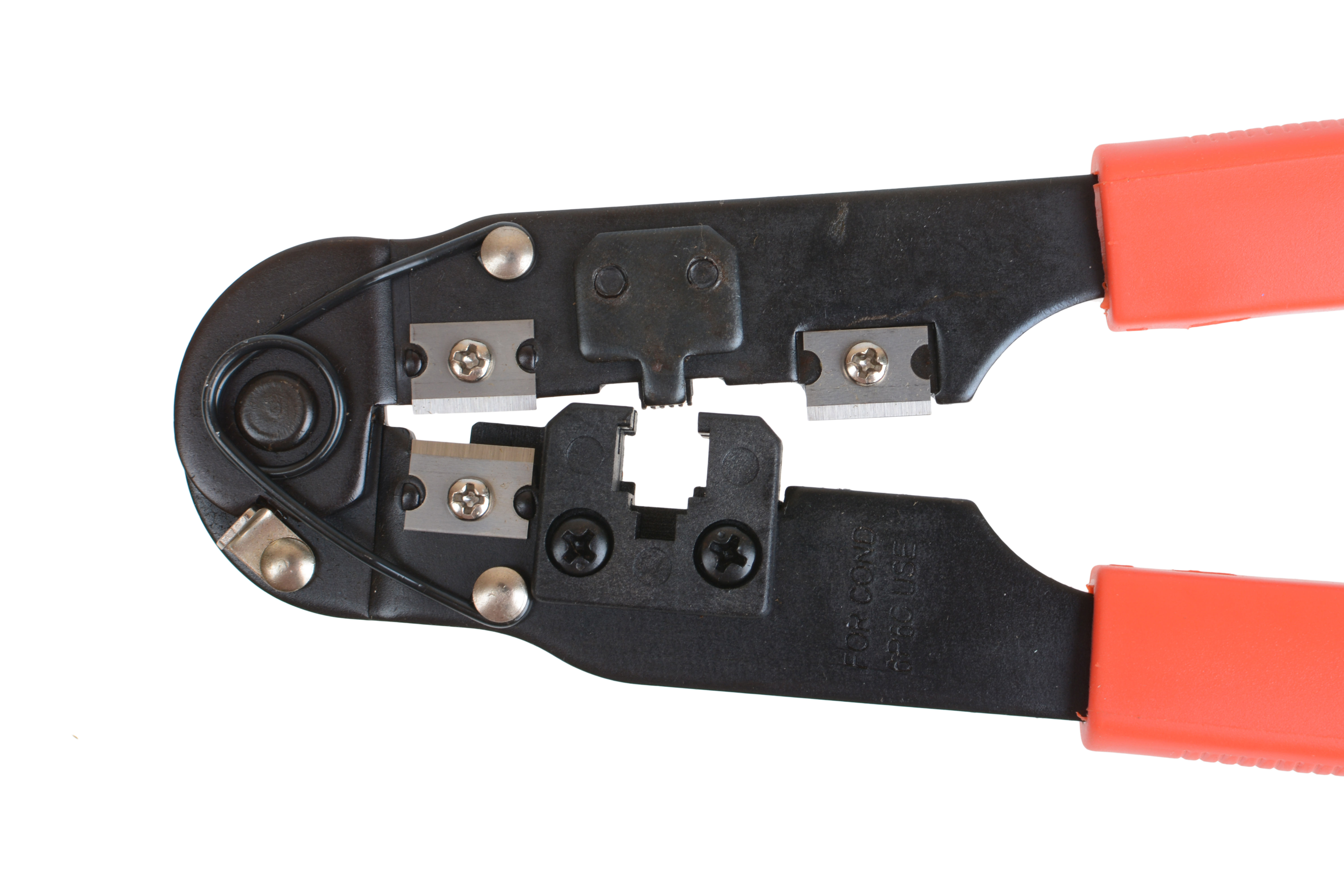
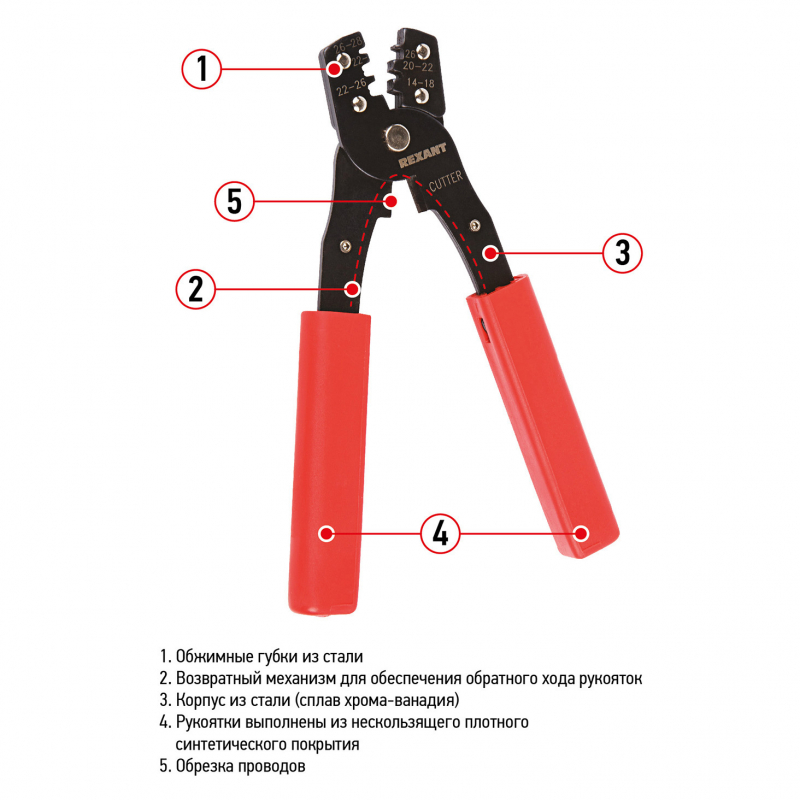
Кроме подбора необходимых проводов и наконечников для выполнения данной задачи потребуется специальный инструмент, который называется «кримпер» или же пресс-клещи.
Внешне инструмент очень напоминает пассатижи, на концах которого установлена специальная матрица, в которую вставляются наконечники и не изолированная часть кабеля.
Данный инструмент призван обеспечить равномерное усилие наконечника вокруг провода, исключая плохой контакт при обжимке кабеля. Кроме того существуют универсальные инструменты, позволяющие не только выполнить обжим, но и разрезать кабель, снять с него изоляцию и скрутить жилу.

Особое внимание следует обратить на тип кабеля, в бытовых условиях силовой кабель может быть двух типов:
- с монолитной жилой;
- многожильный.
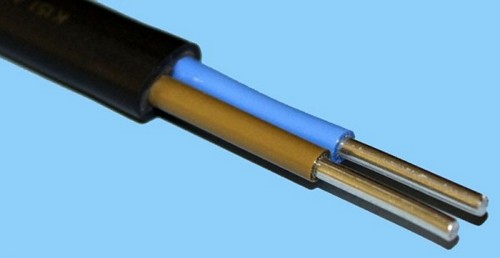
При обжиме провода с монолитной жилой достаточно снять слой изоляции с небольшим запасом (до 0.3–0.5 см), (с помощью инструмента или же используя нож для снятия изоляции), затем выпрямить и обезжирить участок, с которым будет проводиться работа, после чего следует надеть на шнур термоизоляционную трубку.
Затем, выбираем на инструменте (перемычкой в матрице) определенное сечение и тип наконечника. После проведения вышеперечисленных манипуляций надо вставить подготовленный конец провода в наконечник, предварительно убедившись в отсутствии трещин в нем.
Установите рычаг блокировки храпового механизма. Невыполнение данное пункта грозит некачественным обжимом наконечника и, соответственно, плохим качеством соединения.
Заключительная часть обжима инструментом провода с монолитной жилой:
- убеждаемся в правильности соединения;
- вставляем наконечник до конца в устройство так, чтобы цифры с маркировкой матрицы выбились на лицевой или тыльной сторонах наконечника;
- до конца утапливаем оголенный участок провода в наконечник;
- прилагая усилие нажимаем на рукоятки кримпера;
- как только операция будет выполнена рукоятки автоматически начнут возвращаться в исходное положение (для этого необходимо перевести рычаг блокировки храповика в состояние «заблокировано»);
- оконцевание шнура выполнено, заключительным шагом будет надевание термоусадочной оплетки на место соединения и прогрев её специальным феном или же зажигалкой.

Если рукоятки не возвращаются в изначальное положение, то данная проблема может быть вызвана из-за следующих проблем:
- слишком слабое сжатие ручек инструмента;
- неисправность храпового механизма;
- «слабая» пружина в храповике;
- не до конца установлен рычажок блокировки храповика.
Если же предстоит оконцевать многожильные провода, то вышеуказанную методику применять не стоит, так как имеет множество нюансов.
Поэтому провода с большим количеством жил обжимаются по следующей инструкции:
- снять часть изоляции с провода (с небольшим запасом до 0.3–0.5 см), крайне желательно при удалении изоляции пользоваться специальным инструментом, позволяющим снять оплетку и не повредить жилы кабеля, но при отсутствии такого инструмента допускается использовать острый нож (при снятии изоляции следует убедиться в том, что не были затронуты жилы провода);
- надеть на шнур небольшой кусок термоизоляционной оплетки;
- после чего оголенный участок необходимо обезжирить спиртом и нанести специальную электропроводную пасту (самыми распространенными вариантами являются составы типа «КВТ» и «ЭПС»).
После вышеперечисленных манипуляций обработку кабеля можно считать законченной.
выставляем в матрице устройства необходимое сечение и тип наконечника;
устанавливаем наконечник до конца в устройство так, чтобы цифры с маркировкой матрицы находились на лицевой или тыльной сторонах наконечника;
расправленные жилы кабеля заправляем в наконечник до упора (Внимание! Скручивать жилы кабеля запрещается);
прилагая усилие нажимаем на рукоятки кримпера;
обжатие многожильного провода выполнено, теперь возвращаем заранее надетую на шнур термоусадку на место соединения и прогреваем её строительным феном, паяльником или турбозажигалкой;
после выполнения операции рукоятки должны вернуться в стандартное (разжатое положение), если этого не произошло, то причиной тому могут быть проблемы, описанные выше.
Виды кримперов и их цена
Учитывая огромное количество существующих наконечников, обжимной инструмент делится на несколько видов.
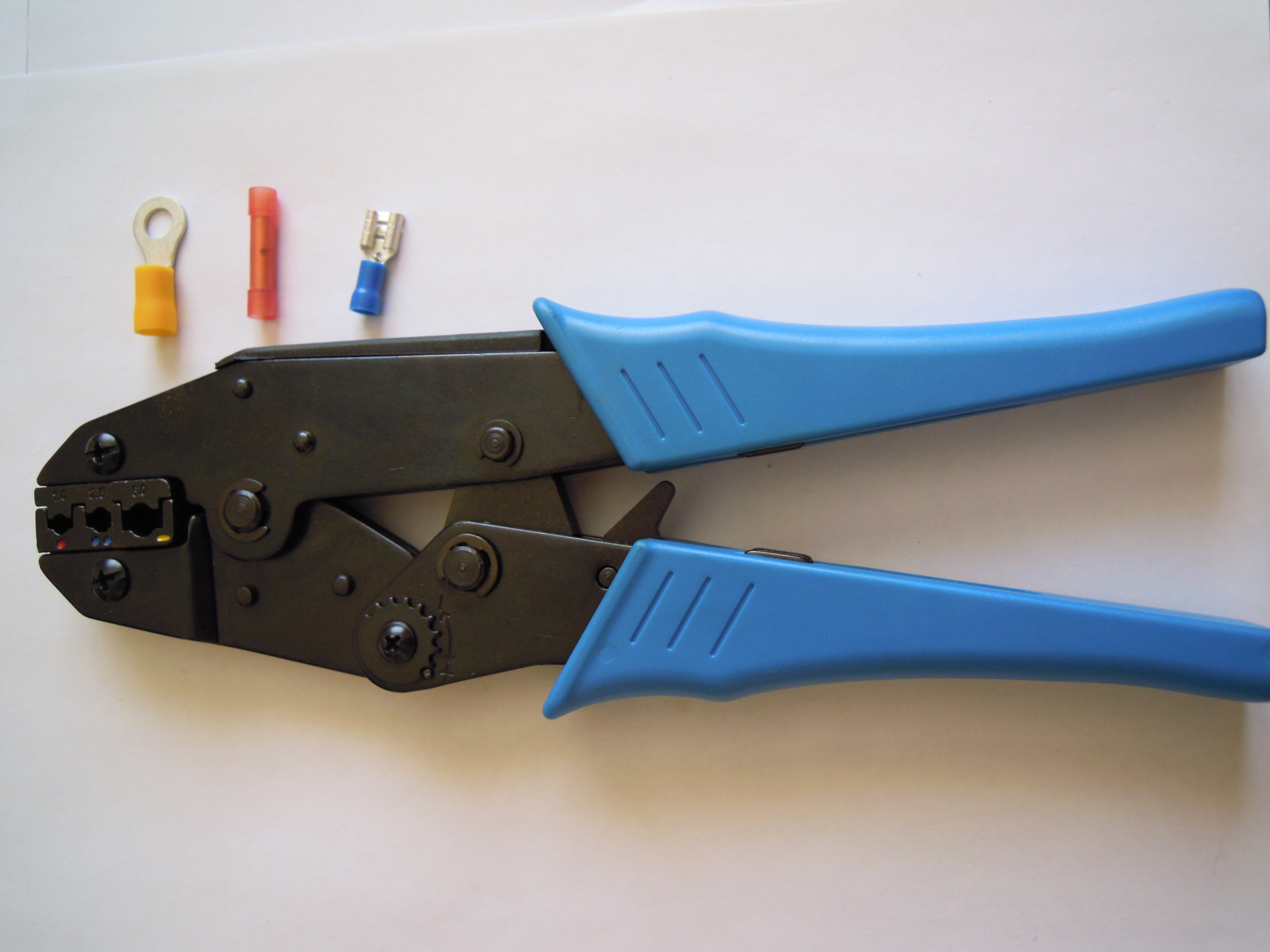
Так, например, по расположению прижимных поверхностей среди электромонтажных кримперов существуют модели:
- С расположенными горизонтально матрицами (ножничного типа) – напоминают обыкновенные клещи. Они легкие, обеспечивают высокую скорость работы и удобны в обращении.
- С расположенными вертикально матрицами (выдвижного типа) – обычно весят больше предыдущего варианта и не так удобны в обращении, но ради справедливости следует отметить, что в своем большинстве обеспечивают равномерность обжатия. Тут рабочие поверхности двигаются параллельно относительно друг друга.
- Диафрагменные (втулочного типа, цанговый) – оказывают на поверхность гильзы давление с четырех, и даже шести сторон, за счет чего провод обжимается плотно и качественно.

Кримперы также делятся на несколько видов по типу привода.
Так у ручных механических моделей принцип работы схож с обыкновенными клещами.
Рассчитаны такие кримперы, как правило, на работу с проводами небольшого сечения, так как обжимают ограниченную группу наконечников.
К автоматическим вариантам можно отнести следующие типы обжимников:
- Мобильные полуавтоматические модели – модифицированные ручные кримперы, конструкцией которых предусмотрены съемные «разнокалиберные» матрицы, храповый механизм и устройство разблокировки.
- Полностью автоматические модели с гидравлическими, электрическими или пневматическими механизмами, посредством которых и выполняется обжатие коннекторов. В этом случае можно говорить о настольных или стационарных кримперах, которые не только развивают достаточное для работы с толстыми кабелями усилие, но и способны работать очень быстро и эффективно. Такие устройства незаменимы на автоматизированных сборочных линиях электрооборудования.
Кримперы могут быть как универсальными, так и узкоспециализированными.
Например, к последним можно отнести инструмент, предназначенный исключительно для обжимки коаксиальных кабелей, либо же для работы с автомобильными наконечниками.
Первые могут оснащаться сменными матрицами под множество типов коннекторов, их еще называют кримперы со сменным модулем.
Такие модели обладают дополнительным функционалом, вроде лезвия для удаления изоляции.

Существуют кримперы, предназначенные для работы со шлангами, например, фреоновыми.
Нередко это мобильный ручной инструмент с гидравлическим приводом, выполненным в виде насоса с рычагом подкачки давления, что обеспечивает высокое прижимное усилие.
Рынок обжимного инструмента заполнен как дорогостоящим фирменным оборудованием, так и дешевыми китайскими кримперами, среди которых приходится выбирать и профессиональным электромонтажникам, и новичкам в своем деле.
Так ручные варианты обойдутся для покупателя в сумму от 250 до 3000 рублей.
Стоимость гидравлических опрессовщиков зачастую превышает отметку в 6 – 15 тыс. рублей.










Кримперы для опрессовки шлангов высокого давления и вовсе стоят свыше 20 тыс. рублей.
Приведенные ниже советы помогут с выбором обжимника.
Обжим провода наконечниками с помощью кернера

Когда под рукой нет специальных обжимных клещей, для выполнения разовой работы приобретать дорогое оборудование нецелесообразно. Домашние мастера для фиксации проводника в концевом колпачке применяют несколько приемов. Однако деформация металла молотком либо плоскогубцами, сдавливание в тисках или даже на гидравлическом прессе не обеспечивают надежного обжима. Выполненное таким методом соединение при работе может греться и отгорать.
Фиксация провода в гильзе наконечника в домашних условиях возможна кернером. При таком закреплении достигают плотный контакт между концевым колпачком и кабелем. Для выполнения работы потребуется минимальное количество инструмента: кернер, молоток и тиски. Форма и размер наконечника не имеют значение. Если среди домашнего инструмента отсутствует кернер, то его можно заменить толстым гвоздем, дюбелем или обломком сверла. Контакт в таком соединении обеспечивают лунки или керны, вдавленные в тело проводника.
Важно!
Необходимо точно подобрать диаметр проводника и гильзы. Часто указанные характеристики не соответствуют действительности. Для хорошего контакта проводник должен входить в гильзу без зазора.
Порядок выполнения работы:
- Очистить край провода от изоляции.
- Полностью вставить проводник в наконечник.
- Разместить конструкцию на жесткой, ровной поверхности (тиски, наковальня, кувалда).
- Кернером равномерно сделать углубления на гильзе. При этом происходит ее сплющивание.
- Разместить керны следует строго по оси наконечника. При нанесении ударов следует быть осторожным, чтобы не пробить гильзу. Если в качестве кернера используют гвоздь, его предварительно притупляют. Количество и глубина лунок зависят от длины гильзы и ее диаметра.
- Оконцовку перевернуть, сделать углубления с обратной стороны. Керны должны располагаться со смещением относительно уже нанесенных на 2 – 3 мм.
- Обжатый наконечник обернуть несколькими слоями изоленты.
Область применением
Чтобы решить основные задачи, специалисты рекомендуют использовать кримпер для:
- подготовки токоведущих жил в целях их крепления внутри клемм розеток, выключателей, других электроустройств;
- соединения набора проводков.
Незаменима опрессовка для обработки кабелей значительного сечения. В данном случае получить качественное соединение можно только с применением специального обжимного пресса. Главное преимущество крепления состоит в том, что после выполнения прессовки внутрь гильзы не будет попадать воздух. Соединение будет герметичным. Метод подходит для работы с алюминием и медью.
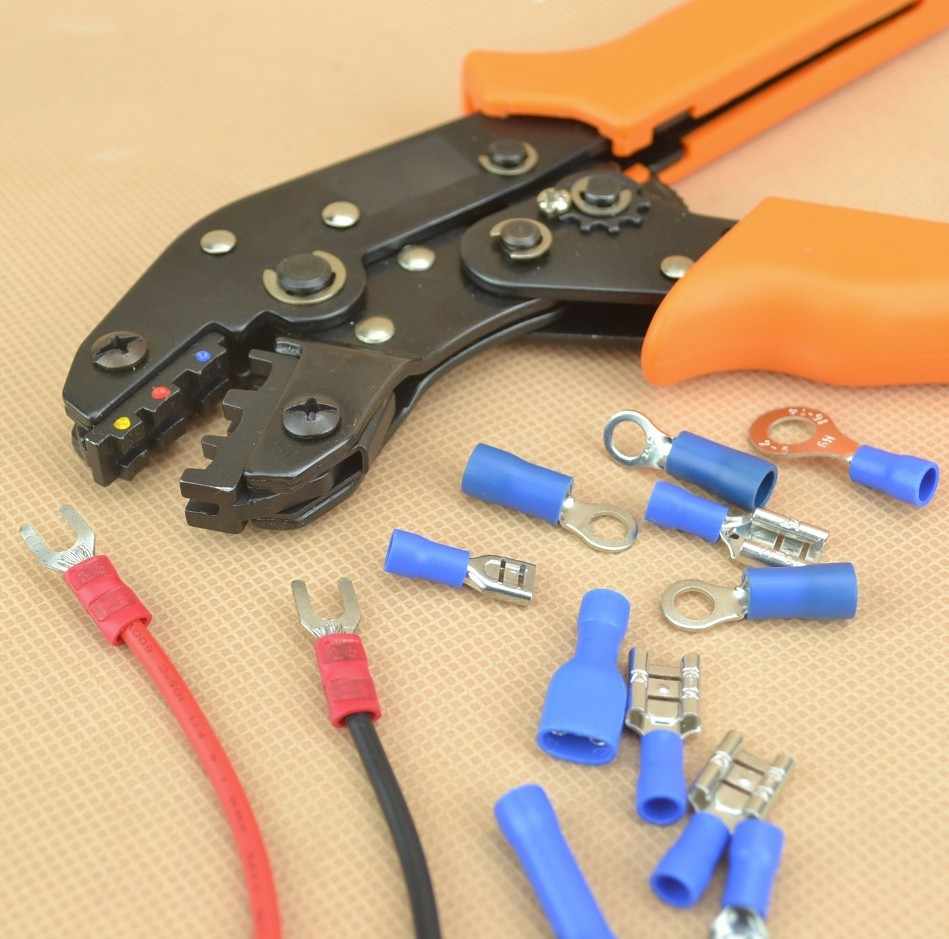
 Конструкция инструмента — её внешний вид
Конструкция инструмента — её внешний вид
Область применения
Пресс клещи имеют широкий диапазон применения в сфере радио,- и электротехники. Используют кримпер для обжима:
- тонкостенных наконечников многожильных проводов;
- толстостенных коннекторов многожильных проводов;
- гильз кабеля большого сечения;
- гильз последовательного соединения проводов;
- разъёмов RJ-45 компьютерных кабелей.
Обжим тонкостенных наконечников многожильных проводов
Тонкостенные коннекторы подразделяются на три вида:
- НШВИ;
- Ножны;
- Кольцевые.
НШВИ
Штыревые наконечники необходимы для надёжной фиксации проводов в гнёздах радиотехнического оборудования. Наконечники сделаны из тонкого металла для того, чтобы плотно охватывать многожильные кабели малого сечения в диапазоне от 0,5 до 3,5 мм2. Арматуру обозначают маркировкой НШВИ.
Важно! Обжимники с маркировкой размеров проёмов 0,5-3,5 мм2 надёжно и прочно обжимают наконечники НШВИ, которые часто применяются при сборке различных радиотехнических устройств. НШВИ
 НШВИ
НШВИ
Ножны
К тонкостенным наконечникам для многожильных проводов относятся коннекторы-ножны. Они применяются для последовательного сочленения проводов в устройствах с высокотемпературными условиями там, где пайка может потерять свои свойства. Это утюги, электрочайники, микроволновые печи и различные нагревательные приборы.










Для обжима клемм типа ножны применяют кримперы со специальными матрицами. Клемма имеет две пары скоб. Одна из них зажимает оголённый пучок проводов, Вторые скобы охватывают участок изолированного проводника. Клеммы различают на «папу» и «маму». Соединение происходит вхождением пластинки одного наконечника в трубчатые зажимы второй клеммы.
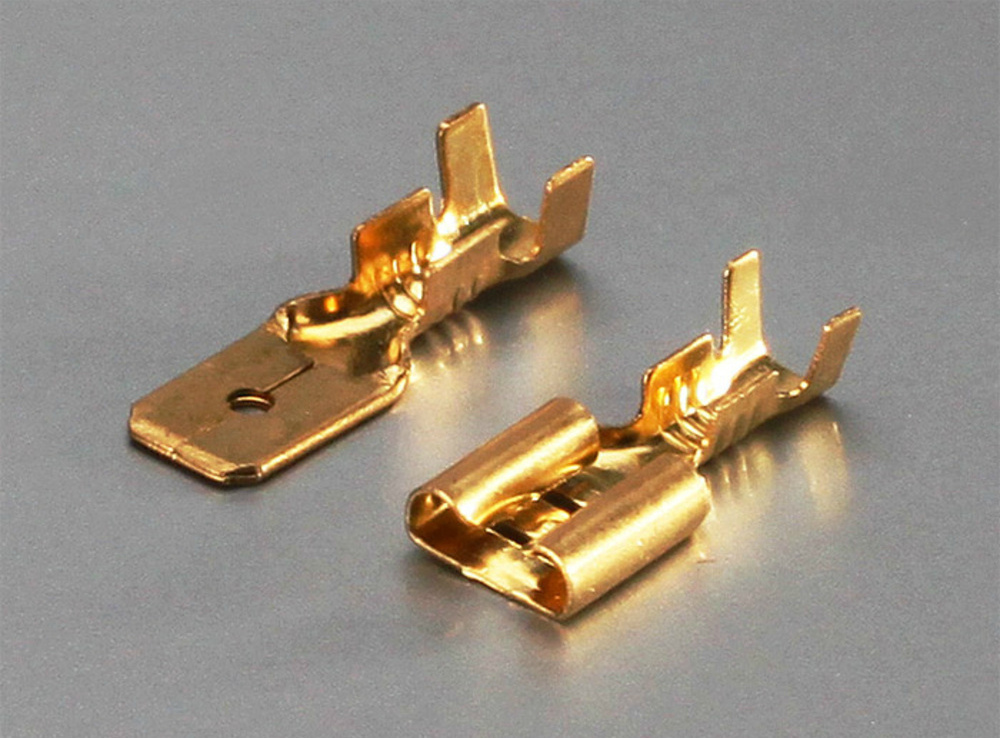 Клеммы-ножны
Клеммы-ножны
Кольцевые
Клемма имеет конфигурацию кольца для винтового крепежа. Для их опрессовки применяют обжимники с матрицами под сечение проводов от 0,25 до 16,8 мм2. Кольцевые хвостовики используют для крепления проводов в различных токораспределительных коробках и щитах.
 Кольцевые тонкостенные наконечники
Кольцевые тонкостенные наконечники
Обжим толстостенных коннекторов многожильных проводов
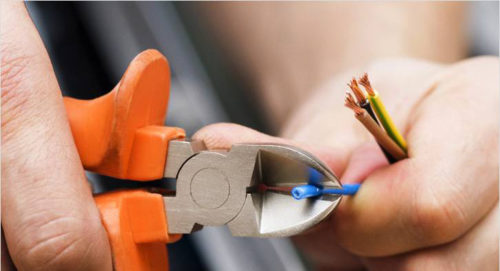
Массивные наконечники используют для обжима многожильных проводов и кабелей с предельным сечением 16 мм2. Обжимные клещи типа ПК-16У предназначены для таких работ. Кримпер развивает мощное усилие на губках матриц. Поэтому пресс клещи применяют только для многожильных проводов. Одиночную жилу инструмент может легко перекусить.
 Клещи ПК-16У
Клещи ПК-16У
Обратите внимание! Литера «У» в маркировке обжимного инструмента означает, что инструмент оснащён усиленным храповым механизмом
Опрессовка гильз кабелей большого сечения
Для опрессовки гильз кабелей большого сечения применяют ручной гидравлический пресс. Это пресс клещи, которые развивают мощное усилие, благодаря вмонтированному гидравлическому механизму.
 Гидравлический пресс
Гидравлический пресс
Усиленный кримпер особенно нужен при прокладке и коммутации силовых кабелей в энергощитах, как промышленных объектов, так и в зданиях различного назначения.
Последовательное обжатие гильз проводов
Последовательное соединение проводов производится при наращивании длины электрической цепи. Особенно это востребовано при соединении жил разных металлов. При сочленении алюминиевой жилы и медного провода используют сквозную обжимную втулку. Гильза обеспечивает не тесный контакт разноимённых металлов, чем исключает разрушительное взаимовоздействие атомных решёток разных проводников.
Обжим производят в следующем порядке:
- провода освобождают от изоляции на расстоянии, равном половине длины гильзы;
- жилы заводят во втулку с обеих сторон;
- обжим делают кримпером с обеих сторон гильзы.
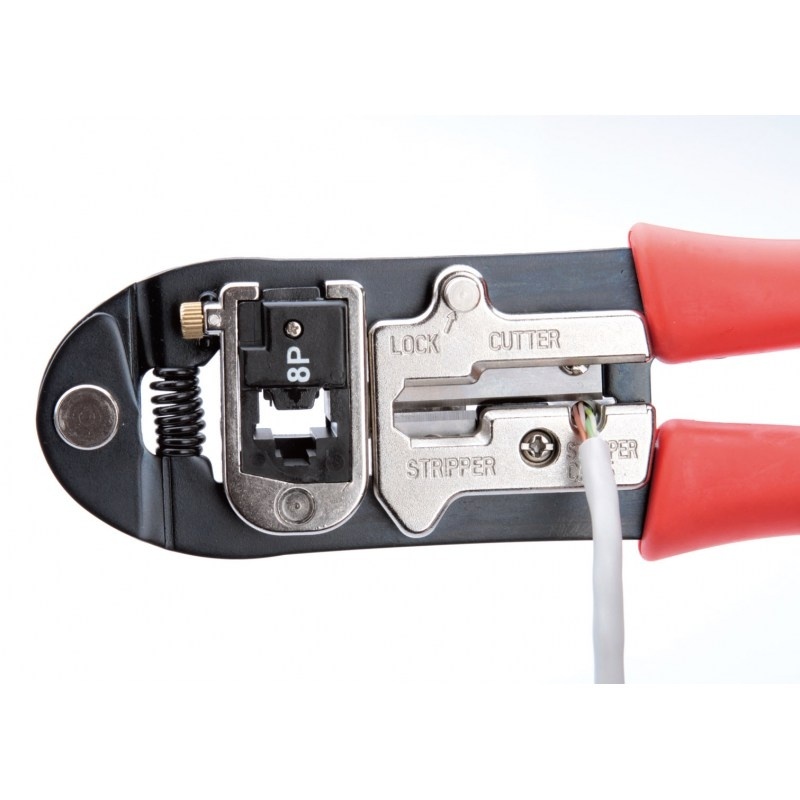
Обжим разъёмов RJ-45 компьютерных кабелей
Полимерные разъёмы RJ-45 обеспечивают быстрое подключение кабелей к компьютерам или подсоединение к ним дополнительного оборудования. Кабелем в этом случае является витая пара, где изолированные жилы переплетены друг с другом.
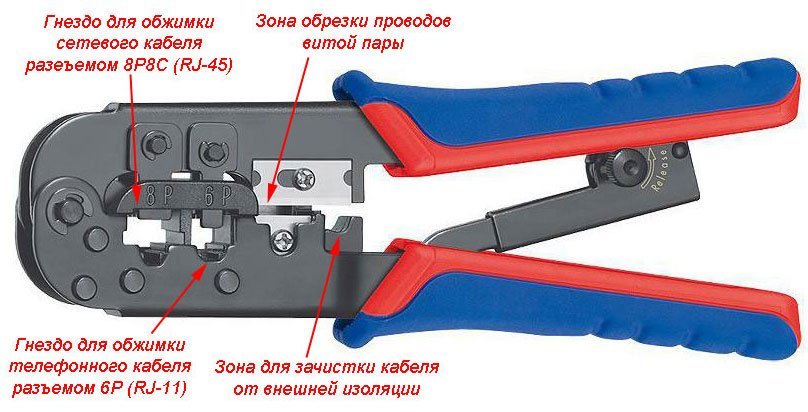 Клещи для обжима сетевых кабелей
Клещи для обжима сетевых кабелей
Для витой пары используют кримперы со специальными матрицами. Обжим осуществляют в несколько этапов:
- провод очищают от внешней оболочки на длину, равную глубине пластикового разъёма;
- витую пару разделяют на отдельные проводки и группируют по цветам в определённом положении (см. ниже дополнительную информацию);
- проводки заводят в специальный проём клещей и зачищают кончики жил от изоляции;
- кримпером охватывают пластиковый разъём;
- в корпус RJ-45 вставляют группу жил до упора;
- сжимая клещами пластик, провода запрессовывают в разъём.
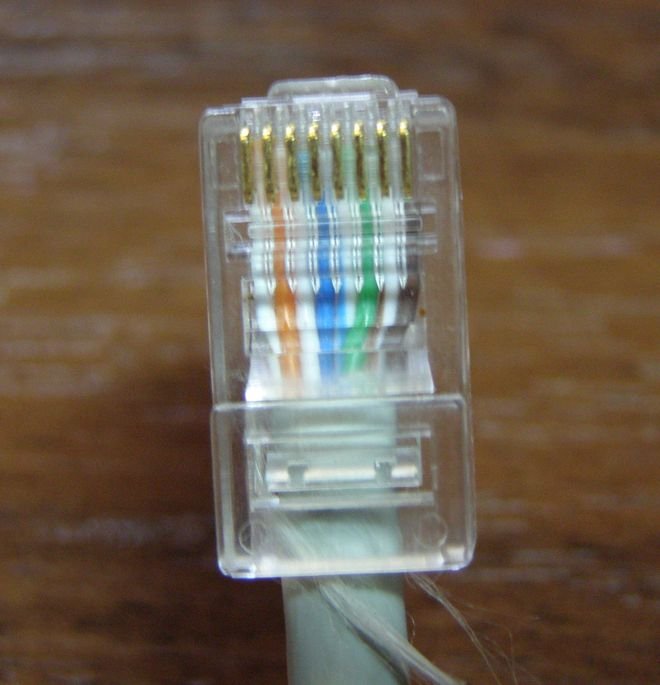 Полимерный наконечник RJ-45
Полимерный наконечник RJ-45
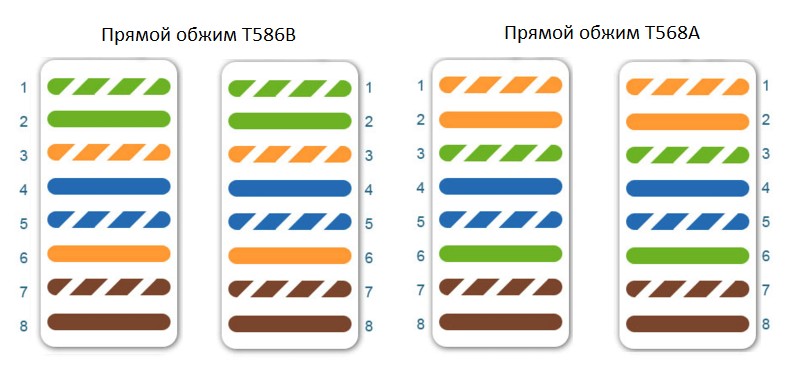
Провода сетевого кабеля группируют слева направо перед входом в разъём:
- бело-оранжевый;
- оранжевый;
- зелёно-белый;
- синий;
- сине-белый;
- зелёный;
- бело-коричневый;
- коричневый.
Как обжать наконечники для проводов без инструмента
С точки зрения техники строительства обжим проводов без соответствующего инструмента запрещен, исключение составляет лишь черновой монтаж для проверки выполненных работ. Однако при каких-либо бытовых работах с невысокотоковыми потребителями допускается работа без обжимающего инструмента.
Есть несколько методов оконцевания шнуров без инструмента:
- пайка с использованием тугоплавких высокотемпературных припоев;
- «нестандартный» обжим с использованием кернов, молотков, надрезом наконечника
Пайка наконечника
Для спайки вам, конечно, не потребуется серьезные и дорогостоящие пресс-клещи/кримперы, но в вашем арсенале должны присутствовать следующие «бытовые» ремонтные инструменты:
- Паяльник (от 80 W)/паяльная лампа/газовая горелка.
- Набор для пайки (флюсы/канифоль, припои различных видов).
- Термоусадочная трубка и/или изолента.
- Базовые знания и умения работы с паяльником.
Алгоритм действий следующий:
- при наличии паяльника/паяльной лампы, разогреваем его до рабочей температуры, при его отсутствии включаем конфорку на кухонной плитке;
- пока инструмент нагревается выполняем операции по снятию изоляции с нашего шнура (снимаем с запасом в 0.3–0.5 см), следим за тем, чтобы не повредить жилы;
- надеваем термоизоляционную оплетку на шнур и сдвигаем её на безопасное расстояние, пока она нам не понадобится;
- обезжириваем зачищенный участок;
- обезжириваем наконечник;
- наносим флюс во внутреннюю часть наконечника;
- припой предварительно нарезаем небольшими кусочками, так, чтобы он, примерно, на половину-треть покрыл внутреннюю часть наконечника;
- наносим паяльником флюс на зачищенную часть шнура, лудим её (если паяльник отсутствует, то пропускаем данный шаг);
- аккуратно, удерживая наконечник пассатижами так, чтобы частички припоя не выпадали из него, кладем на кухонную плитку (при отсутствии паяльника) или греем паяльником/лампой/горелкой несколько минут пока припой внутри не станет пластичным и жидким;
- как только припой будет готов быстро и аккуратно берем шнур за изоляцию и устанавливаем его в наконечник, при этом продолжаем разогревать наконечник, удерживая его пассатижами, если между наконечником остается незаполненное место, а припой не выходит наружу, то добавляем припой в эти места, пока он не начнет «вылезать» наружу;
- после чего выключаем паяльник/горелку и даем несколько минут на то, чтобы припой окончательно застыл;
- после застывания наматываем на соединение кабеля и наконечника 2-3 слоя изоленты, сдвигаем термическую оплетку, по краям фиксируя изолентой.
Обжим с использованием керна/молотка
Этот метод имеет множество недостатков, основным из которых является недостаточный прижим, что может быть чревато нагревом такого соединения. Однако он достаточно часто практикуется, в особенности в тех случаях, если соединение не будет работать с высокотоковыми приборами.







Для данного метода понадобится минимум инструментов:
- Молоток.
- Керн (не обязательно, но желательно).
- Небольшой напильник по металлу.
- Тиски (не обязательно, но желательно).
- Токопроводящая паста (крайне желательно).
- Изоляционная лента и/или термоусадка.
Для оконцевания данными инструментами поступаем так:
- снимаем изоляцию со шнура (запас 0.3–0.5 см);
- следим за тем, чтобы жилы не были повреждены;
- распрямляем все жилы провода, слегка скручиваем (пол-оборота, не больше!);
- берем наконечник делаем небольшой надрез напильником (примерно до 1/5 от всей длины наконечника) со стороны провода;
- надеваем термоусадку, отодвигаем на 10–20 сантиметров, так чтобы она не мешала; обезжириваем шнур;
- равномерно наносим токопроводящую пасту;
- зажимаем наконечник в тисках или же кладем так, чтобы его можно было удобно удерживать одной рукой;
- после чего до конца устанавливаем провод в наконечник;
- берем керн и молоток и начинаем делать удары по центральной части наконечника, которая должна быть «обжата» (если керна нет, то можно использовать тонкую часть молотка);
- делаем 4–5 точек фиксации;
- переворачиваем наконечник, повторяем операцию;
- проверяем соединение на прочность;
- надеваем термоусадку на соединение, греем его;
- готово, соединение обжато!