- Назначение сварочного трансформатора
- Намотка сварочного трансформатора
- Классификация сварочных трансформаторов
- Промышленные образцы
- Основные критерии при выборе
- Устройство и принцип работы
- Плюсы трансформаторов
- Принцип работы
- Обслуживание и ремонт
- Отличия от инверторного аппарата
- Варианты самодельных устройств
- Самостоятельное изготовление
- Расчет самодельного устройства
- Использование СВЧ
- Показатели напряжения
- Схемы и группы соединения обмоток
- Мощность трансформатора
- Принцип работы
- Принцип действия сварочного трансформатора
- Принцип действия
- Расчет трансформатора
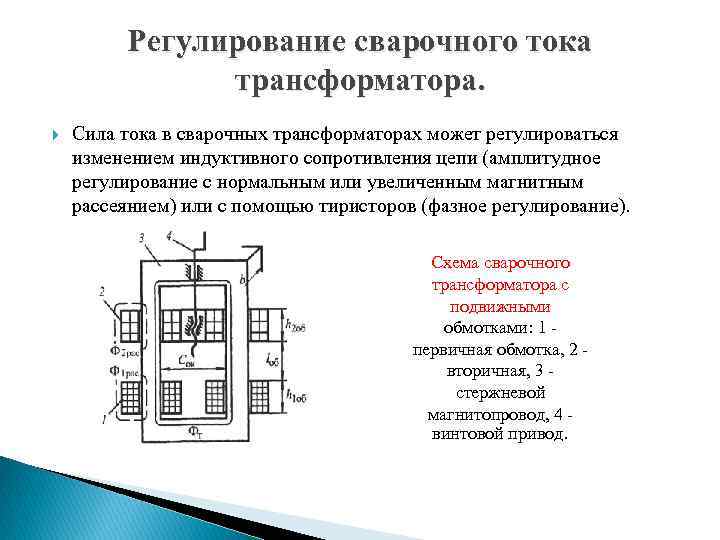
Назначение сварочного трансформатора
Особенности применения и выбора измерительных трансформаторов тока
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
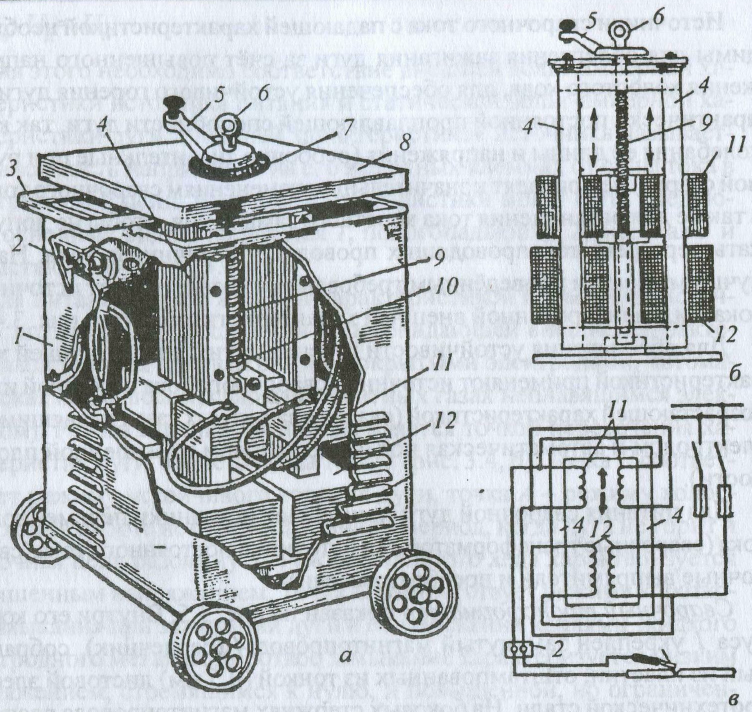
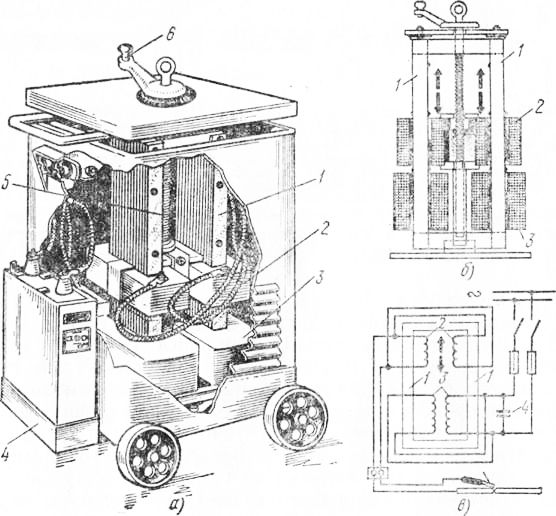
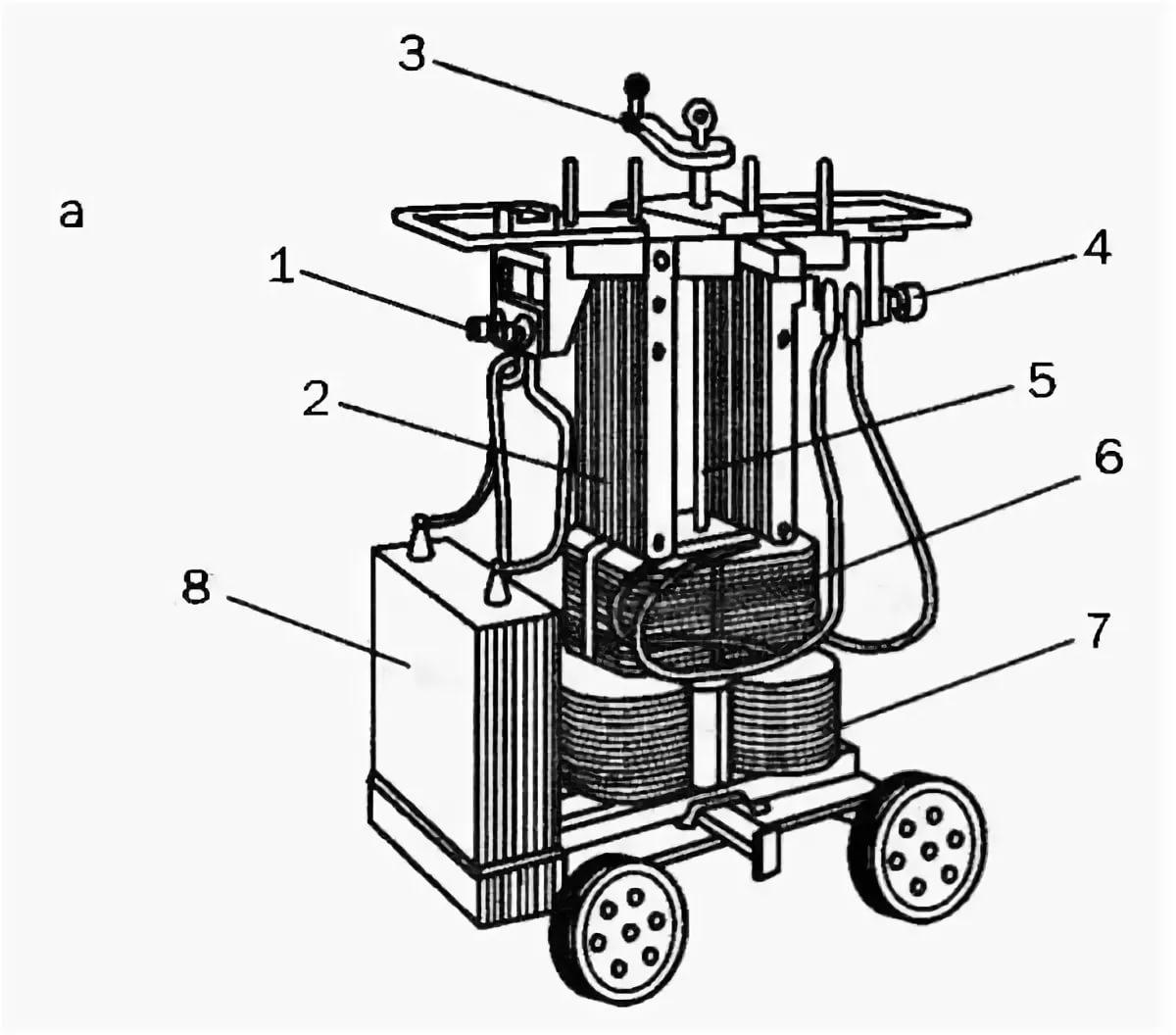
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Классификация сварочных трансформаторов
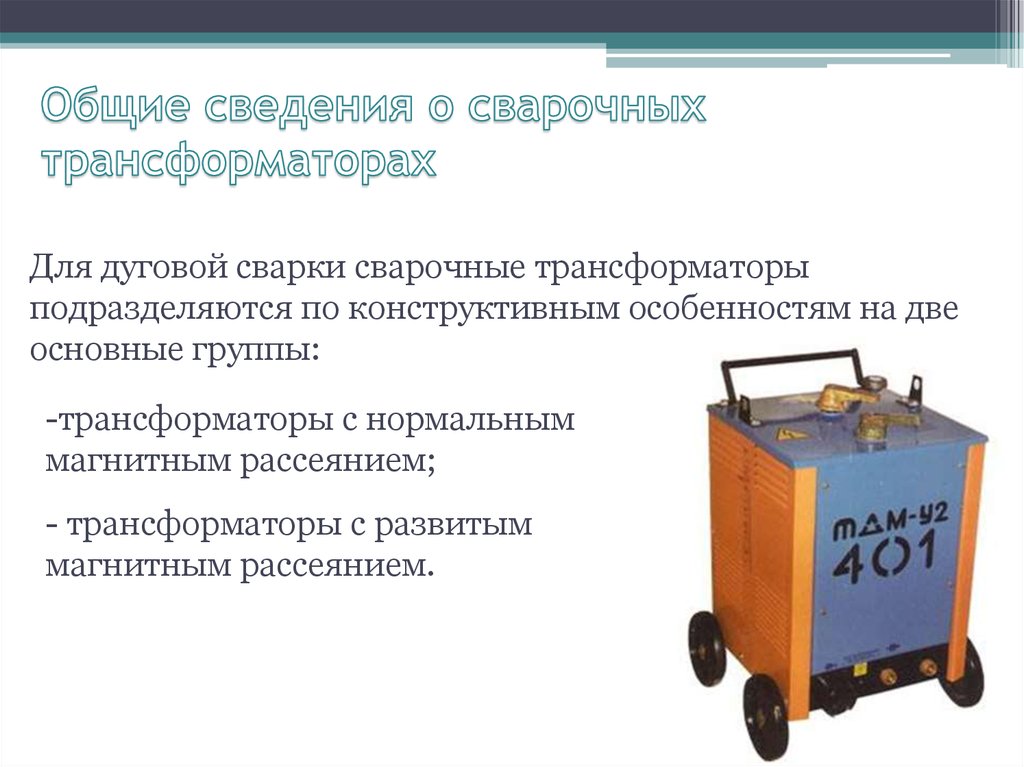
Разделение на виды сварочных трансформаторов происходит исходя из типа сварки и управления фазами. Первый признак выделяет устройства для ручной дуговой сварки и автоматической, с применением флюса. Второй получил более внушительную классификацию, которая выглядит следующим образом:
- Устройства со стандартным магнитным рассеянием амплитудной регулировки (присутствует дроссель с воздушным промежутком или насыщения);
- Приборы с повышенным магнитным рассеиванием (содержат подвижные разнесенные обмотки, намагниченные конденсаторы, импульсные выпрямители);
- Тиристорные (содержат импульсивные выпрямители или подпитку).
Мы рассмотрели общую классификацию сварочных трансформаторов переменного тока, которая является лишь поверхностной. Для более точного понимания существующих моделей устройств, следует разобраться в трансформаторах, отличающихся друг от друга преимущественно фазовым управлением.
Устройства, работающие на переменном токе с синусоидальным управлением сварочного процесса делают это за счет изменения сопротивления или переключения тока холостого хода. При это удается без изменений передать синусоидальную форму входного тока сварки трансформаторной.
Тороидальный трансформатор считается одним из наиболее интересных по своей конструкции. Его особенность состоит в том, что большая часть устройств собирается по схеме, аналогичной буквам Ш или П, а этот повторяет форму бублика. Благодаря такой компоновке удалось снизить размеры прибора, при этом получив больше мощности из текущего объема механизма. Конкурировать с ним может только трехфазный трансформатор с системой ступенчатого понижения тремя однофазными приборами. Этот является наиболее компактным и удобным в управлении, среди существующих ныне на рынке моделей.
Все сказанное выше относится к переменному току, но стоит упомянуть и трансформаторы постоянного тока, точнее аппараты, имеющие в своей конструкции выпрямитель переменного тока в постоянный. Они более удобны, выдают стабильную дугу, однако для работы с ними требуется определенная специализация.

Подобные механизмы редки в использовании из-за сложного принципа работы, который не только утяжеляет сам аппарат, но и делает его чрезмерно дорогим. Благодаря доступности работ с цветным металлом и нержавейкой трансформаторы постоянного тока, чаще всего, используются на мелких и крупных предприятиях, для обработки редких металлов. Не стоит забывать и то, что они требуют особых электродов, поэтому их бытовое применение практически исключено. Сравнивая две модели для переменного и постоянного тока, первую следует выбирать для личных нужд, а второй вариант лучше подойдет для ответственных работ в сфере сварочных услуг.
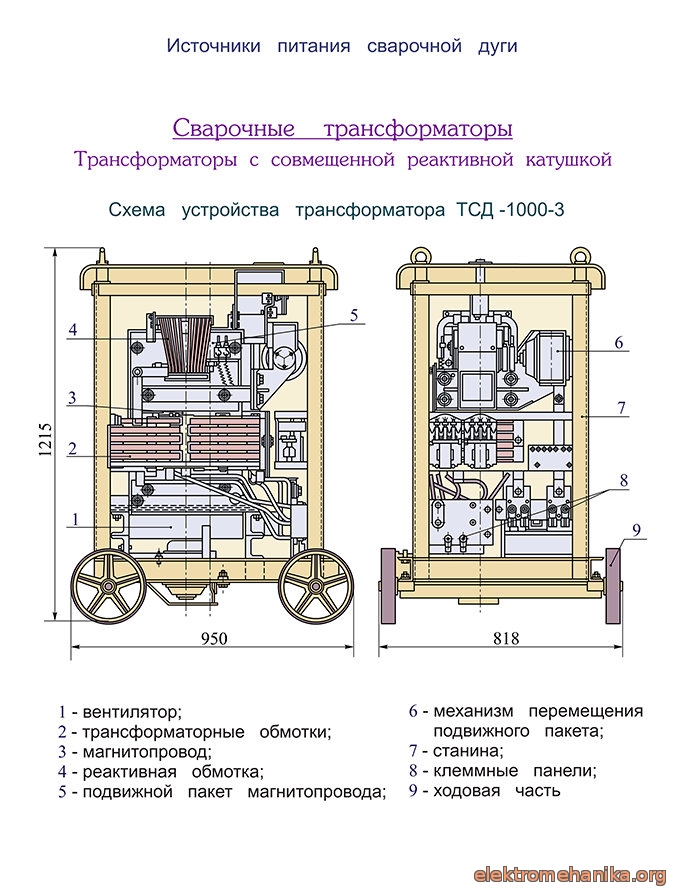
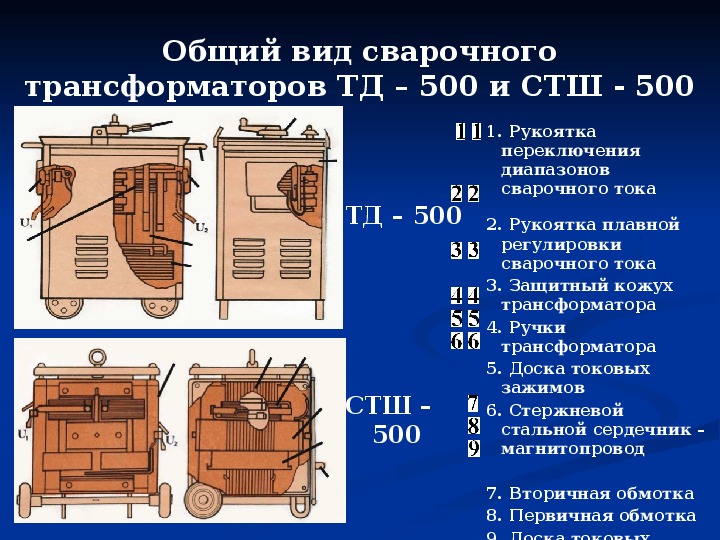
Промышленные образцы
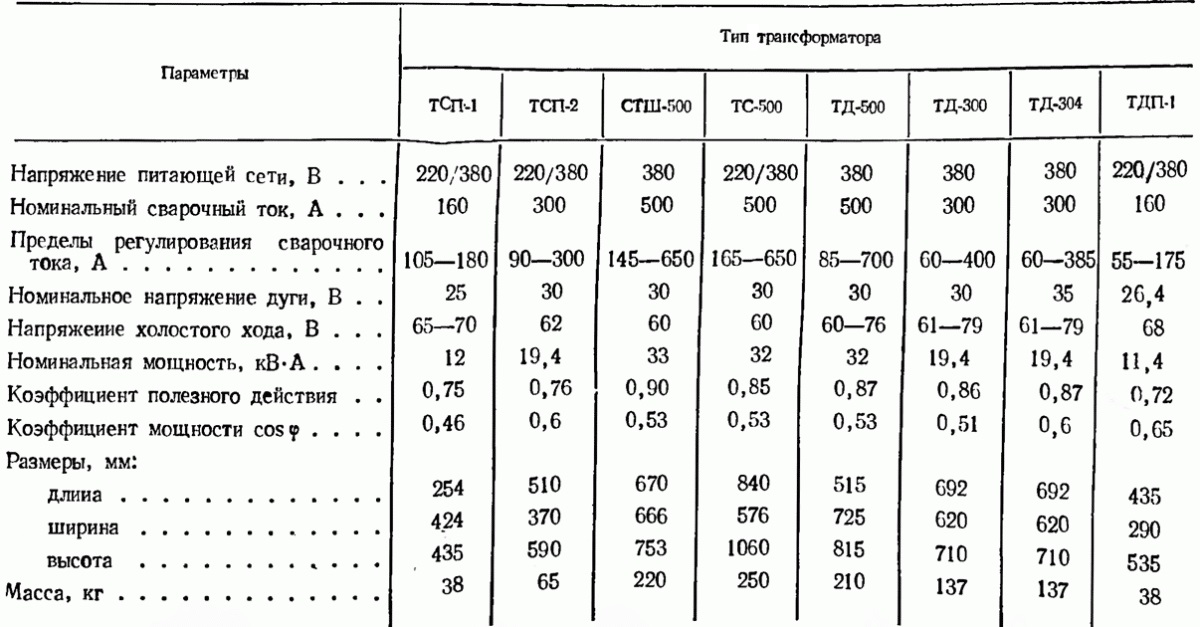
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.






Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Основные критерии при выборе
Чтобы аппарат имел высокую надежность, хорошую ремонтопригодность и долговечную конструкцию, необходимо при выборе обращать внимание на диапазон регулирования тока, продолжительность включения, напряжение, фазность, потребляемую мощность, тип охлаждения и число постов
Важно также просмотреть отзывы на отсутствие крупных габаритов, веса, низкой стабильности дуги, невысокого ПВ, сильной зависимости качества шва от мастерства, высокого энергопотребления и невозможности применить аппарат, чтобы сварить цветные металлы, сплавы между собой
 Мощность — основной критерий при выборе
Мощность — основной критерий при выборе
Обратите внимание! Выбирать аппарат нужно, учитывая силу тока. Бытовые агрегаты работают на 200 А, полупрофессиональные — до 300 А, а профессиональные — свыше 300 А
При выборе следует смотреть на толщину электродов. Оптимальный диаметр — это 2-5 мм для домашних работ.
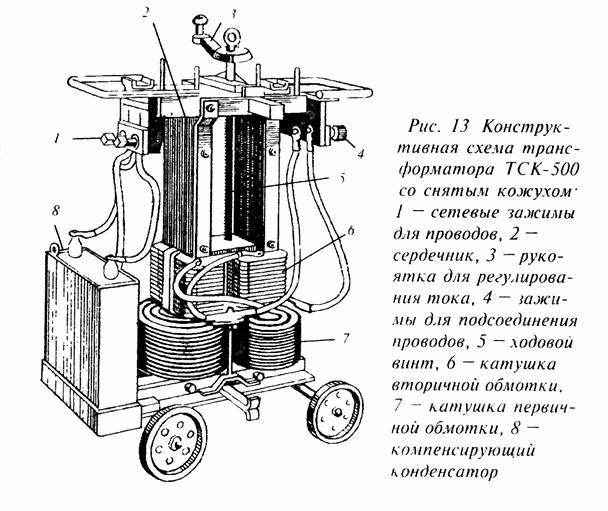
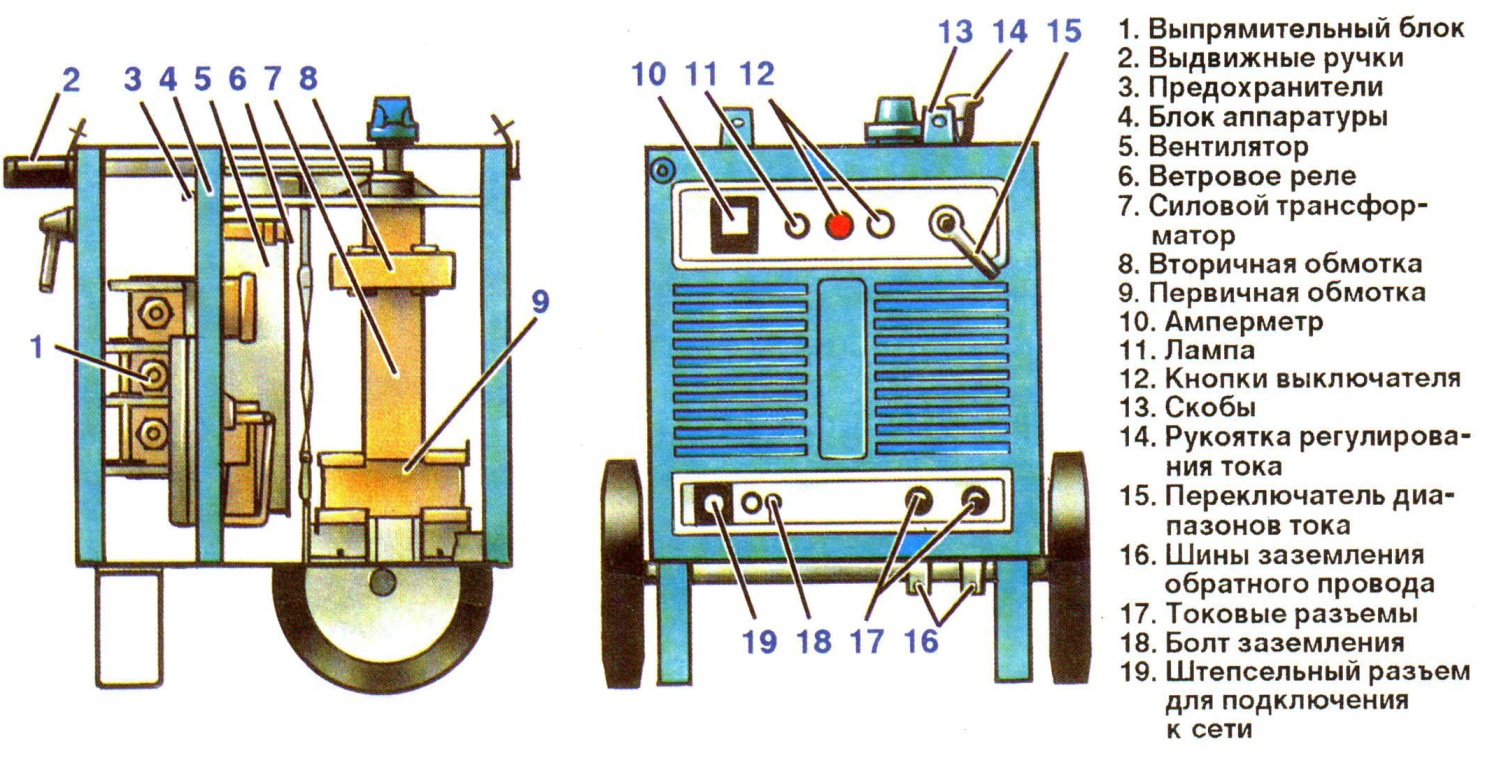
Устройство и принцип работы
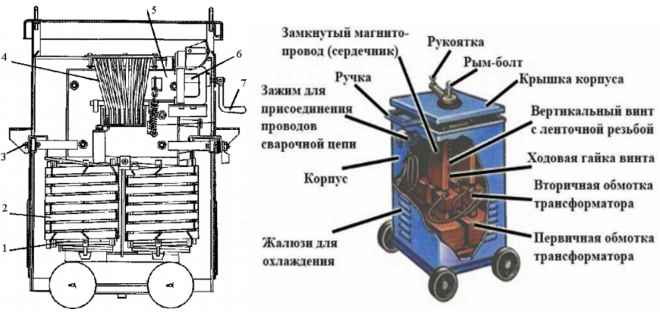
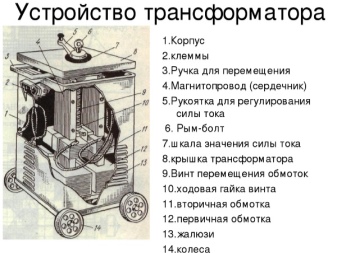
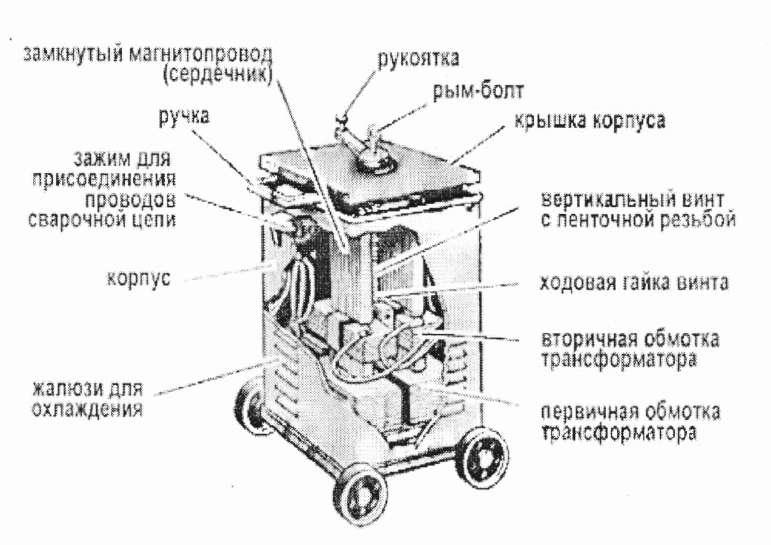
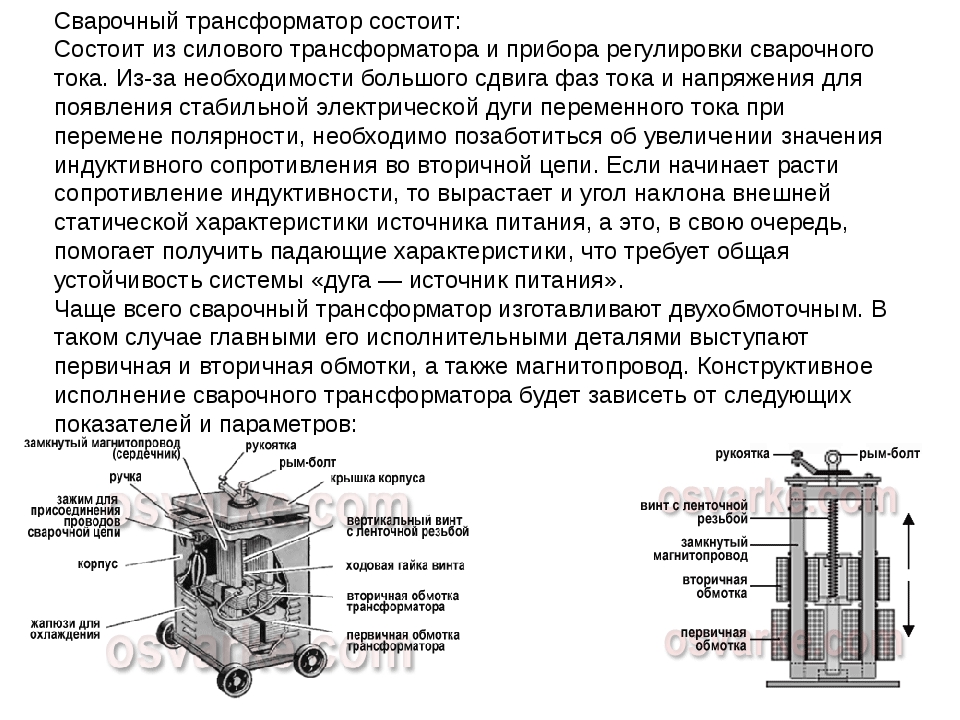
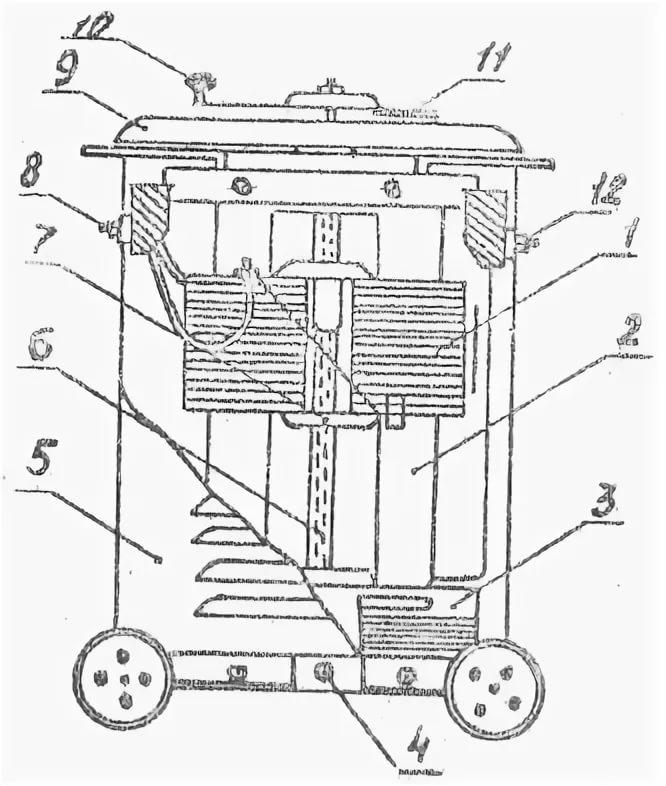
В конструкционных параметрах и принципе действия сварочного трансформатора все просто и понятно даже для начинающего сварщика. Благодаря простой схеме конструкции аппараты подлежат ремонту и не требуют больших затрат для обслуживания. Данный вид оборудования состоит из следующих элементов:



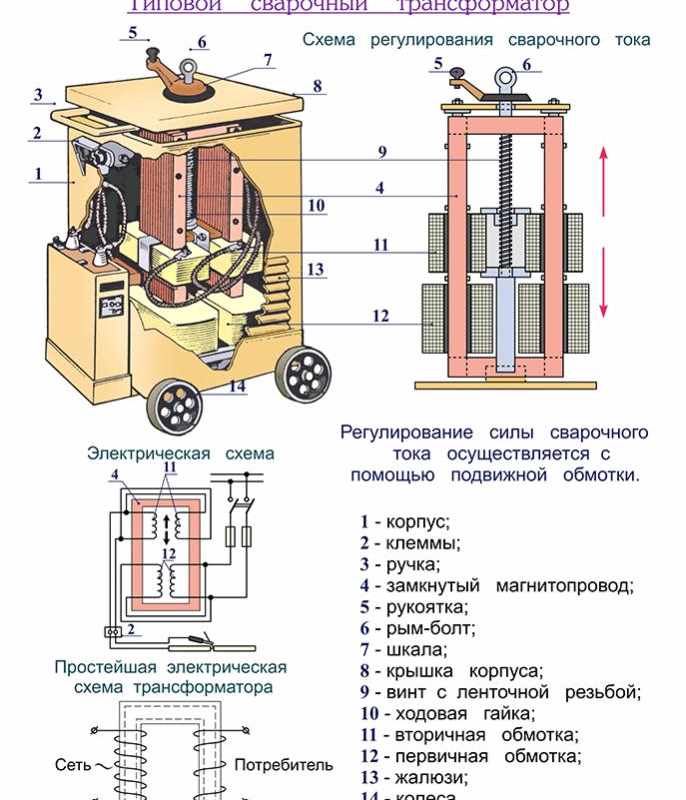

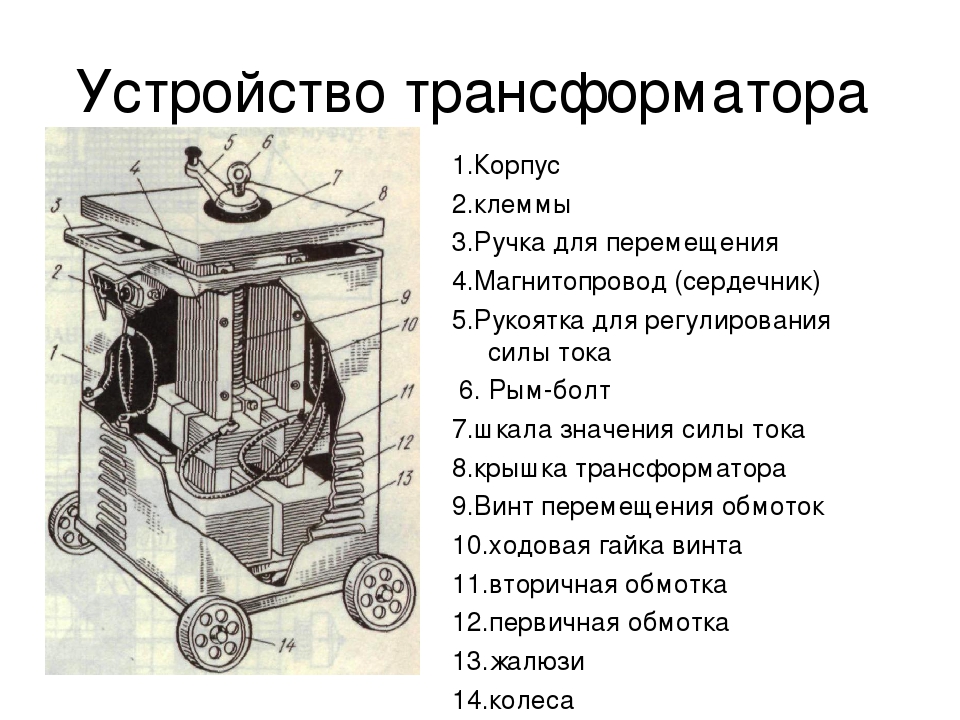

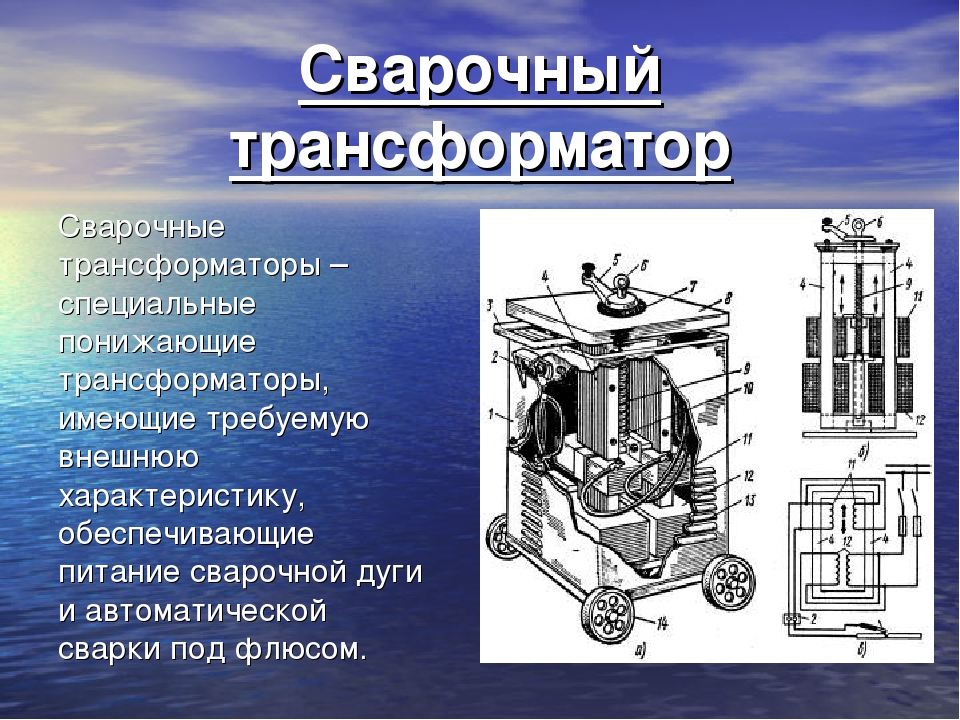
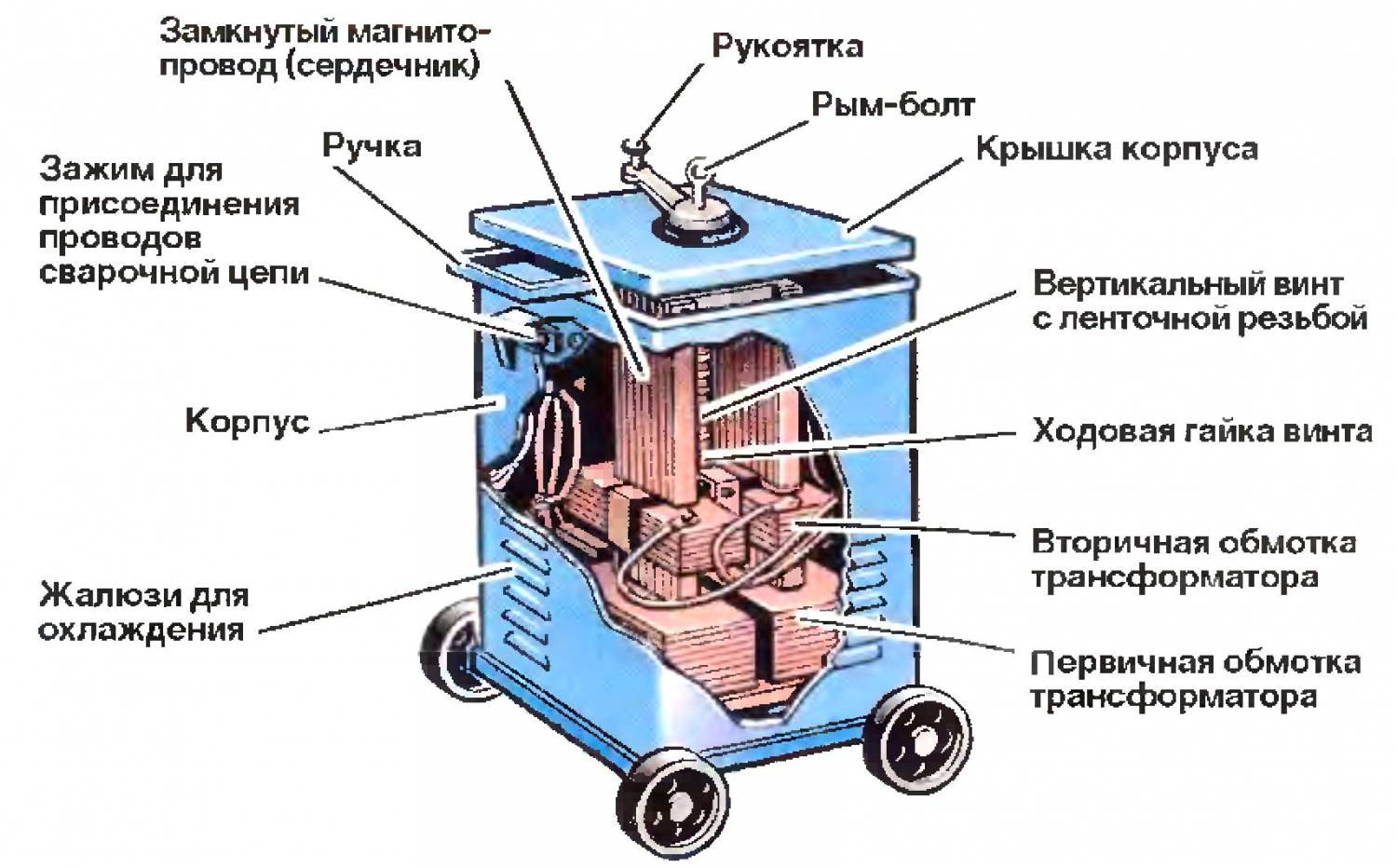

- сердечника;
- рукоятки;
- рым-болта;
- корпусной крыши;
- винта с ленточной резьбой;
- винтовой гайки;
- вторичной и первичной обмоток;
- охлаждающих жалюзи;
- корпуса;
- зажима для подсоединения проводов цепи сварки;
- ручки.
Узлу трансформатора свойственно понижение напряжения, которое поступает от электросети. Благодаря регуляторному узлу можно установить необходимую силу тока. Для того чтобы сжигать дугу, в сварочных аппаратах используется постоянный ток.

Плюсы трансформаторов

Организовать сварочные работы можно и без трансформатора, но в этом случае будут упущены очевидные преимущества
Главным из них является возможность не просто удобной, но и точной регулировки силы тока, что очень важно для тех, кто регулярно сталкивается с необходимостью соединения металлических деталей. Причем качественный сварочный аппарат-трансформатор имеет высокую стойкость к нагрузкам разного рода, а его КПД составляет около 80%
Также по объемам потребляемой энергии такой помощник оказывает выгоднее, чем большая часть альтернативных решений для выполнения ручной сварки.
Принцип работы
Сварочные трансформаторы характеризуются универсальным принципом функционирования, но характеристики и конструкция конкретной установки находятся в прямой зависимости от ее назначения.
Прибор для сварки точечным методом на выходе должен давать электроток в 5−10 кА (для моделей малой мощности) и 500 кА (для более мощного оборудования).
Оборудование, предназначенное для контактной сварки, обладает повышенным коэффициентом преобразования, а прерывающие приборы — высокой надежностью и не простым устройством, иначе сварка будет не очень качественной.
При покупке или самостоятельном изготовлении сварочного трансформатора следует обращать внимание на следующие критерии:
- Показатель напряжения электросети — от данного значения зависит число фаз работы установки.
- Номинальный электроток — у моделей для бытового использования этот показатель не превышает 100А.
- Обширный диапазон регулирования тока сварки дает возможность пользоваться разными электродами.
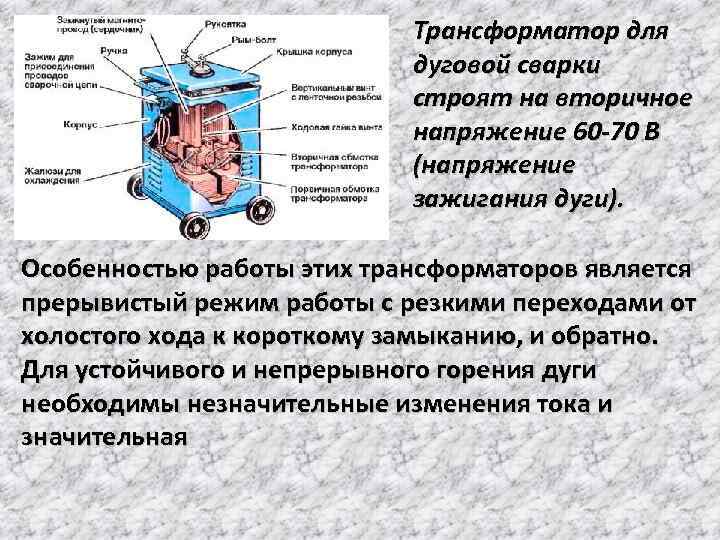
- Показатель номинального напряжения при работе — выходное напряжение. Для обыкновенной дуговой сварки вполне достаточно значения от 40 до 70 В.
- Выходная и потребляемая мощности дают возможность произвести расчет КПД. Чем выше данный показатель, тем продуктивнее будет функционировать оборудование.
Обслуживание и ремонт
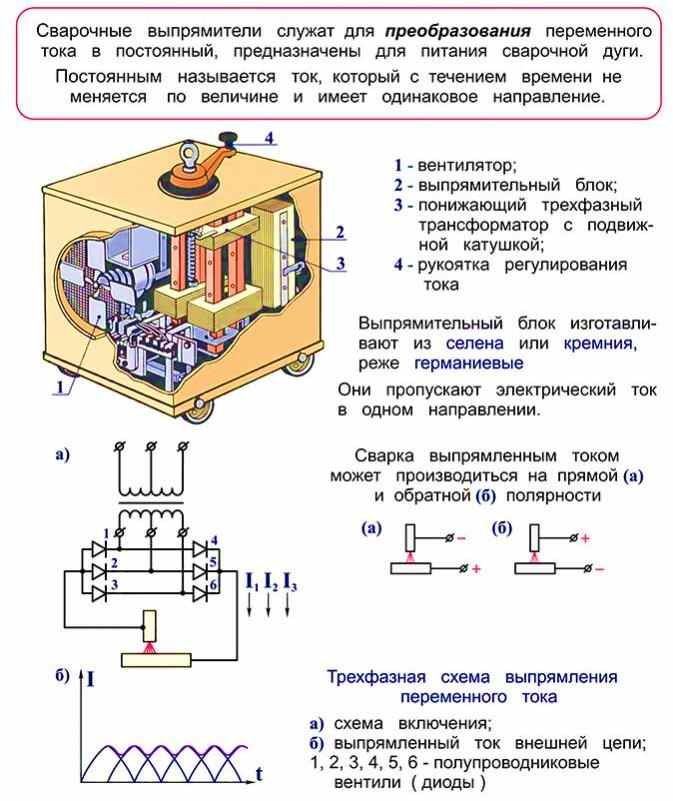
Сварочные выпрямители отличаются высоким качеством и длительное время работают без поломок, если своевременно осуществлять обслуживание и ремонт агрегатов:
- проводите проверку всех токопроводящих частей на предмет сохранности изоляции и надежности крепления клемм;
- удаляйте пыль с внутренних элементов конструкции;
- перед включением сварного аппарат проверяйте его заземление;
- периодически смазывайте винт регулировки хода вторичной обмотки;
- не допускайте работу с выпрямителем без применения защитного кожуха.
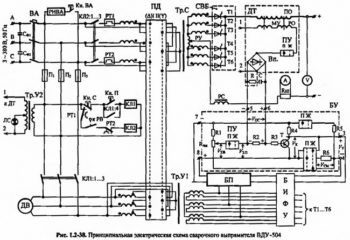
Принципиальная схема сварочного выпрямителя.
При наличии подобных проблем, важно проверить следующие элементы аппарата:
- крыльчатку вентилятора на предмет несоответствия актуальной величине: если такой факт установлен, деталь потребуется заменить;
- вал вентилятора охлаждения на предмет заклинивания;
- первичную обмотку трансформатора, если произошло замыкание;
- герметичность изоляции листов сердечника, его шпилек.
Часто можно столкнуться с иной распространенной поломкой сварочного выпрямителя, которая требует незамедлительного проведения ремонтных работ. Напряжение тока на выходе понижается в связи с замыканием, обрывом во вторичной обмотке.





Если выключение магнитного пускателя осуществляется практически сразу после его включения, причину проблемы стоит искать в диоде. Также подобную поломку может спровоцировать замыкание тока на кожух оборудования.
Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.
- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.
Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
Используют старый ЛАТР (автотрансформатор)
Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке
Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для , обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
 В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.


Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Схемы и группы соединения обмоток
В трёхфазных трансформаторах необходимо соединять между собой первичные обмотки по фазам и вторичные. Существует три схемы соединения:
- звезда;
- треугольник;
- зигзаг.
 При соединении обмоток звездой напряжение линейное — между началами фаз — будет в 1,73 раза больше, чем фазное (между началом и концом фазы). При соединении обмоток трансформатора треугольником фазное и линейное напряжения будут одинаковы.
При соединении обмоток звездой напряжение линейное — между началами фаз — будет в 1,73 раза больше, чем фазное (между началом и концом фазы). При соединении обмоток трансформатора треугольником фазное и линейное напряжения будут одинаковы.
Соединять обмотки звездой более выгодно при высоких напряжениях, а треугольником — при значительных токах. Соединение обмоток зигзагом даёт возможность сгладить асимметрию намагничивающих токов. Но недостатком такого способа соединения является повышенная трата обмоточного материала.
Мощность трансформатора
Мощностный диапазон в среднем варьируется от 2,5 до 20 кВт и более. На что влияет данная характеристика сварочного трансформатора? Вопреки распространенному мнению, мощность в данном случае не указывает на способности оборудования работать с теми или иными заготовками. Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.

В качестве примера стоит рассмотреть один из самых мощных на российском рынке профессиональных сварочных трансформаторов – «ТДМ-402» от предприятия «Уралтермосвар». Его мощностный показатель составляет 26,6 кВт. Именно благодаря этой величине данный преобразователь позволяет работать с силой тока в диапазоне от 70 до 460 А. Очевидно, что вырастают и требования к напряжению – используется трехфазная сеть на 380 В. Что это дает на практике? Аппарат позволяет работать при интенсивных нагрузках с повышенной силой тока в длительных временных сеансах. Если бы речь шла об аналогичных рабочих показателях, но с меньшей мощностью, то в процессе выполнения тех же операций оборудование могло бы перегреваться и в принципе не поддерживать достаточную производительность.
Принцип работы
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.

Конструкция трансформатора для сварки.
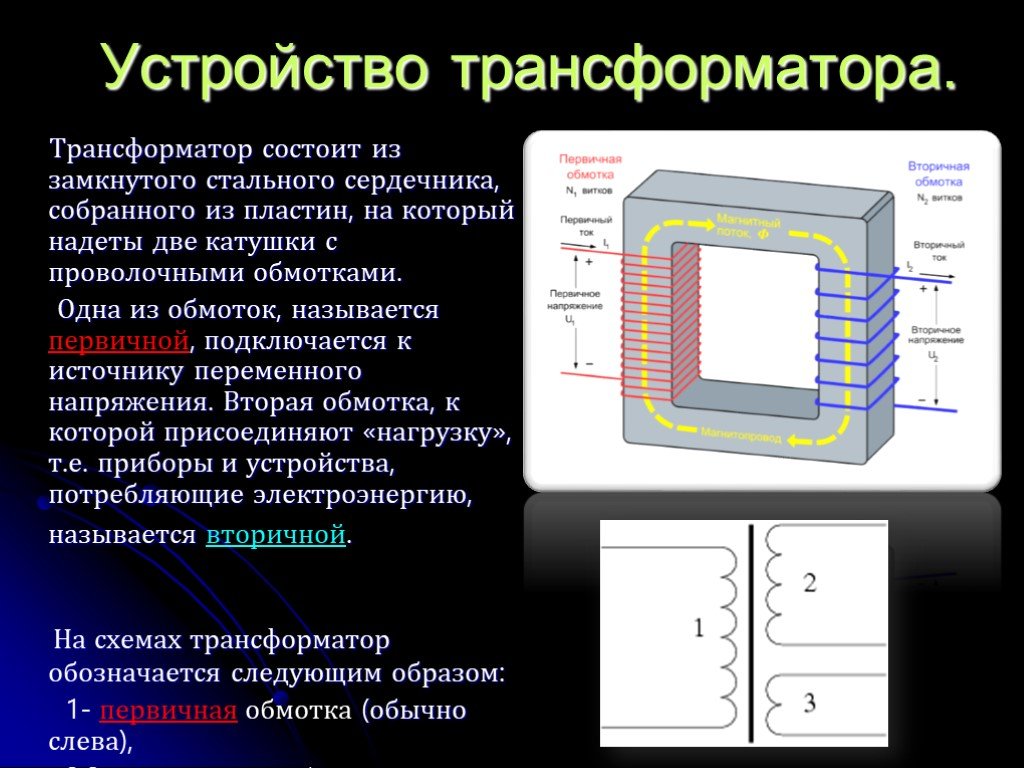
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
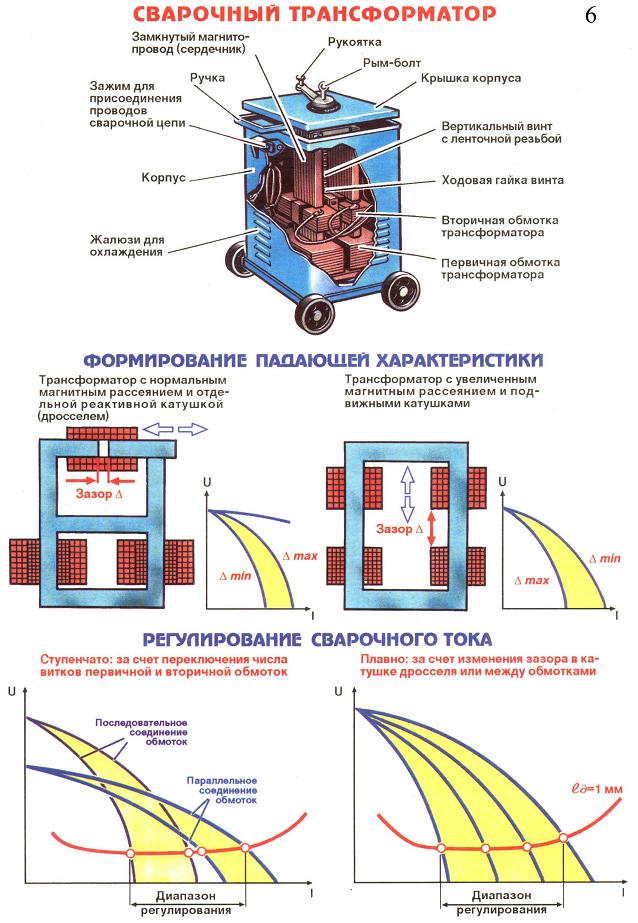
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки
Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной
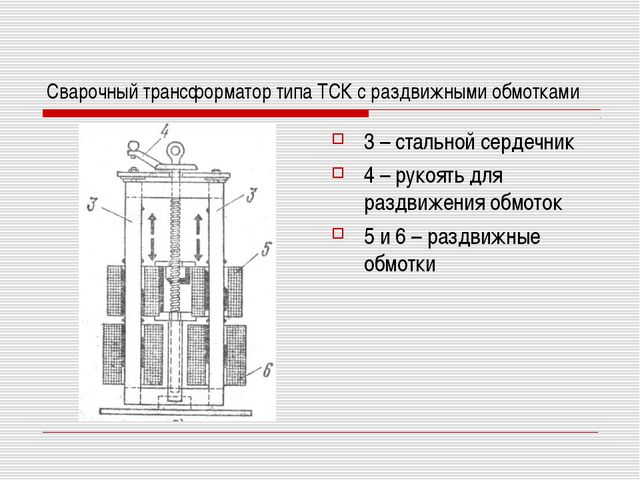
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Принцип действия
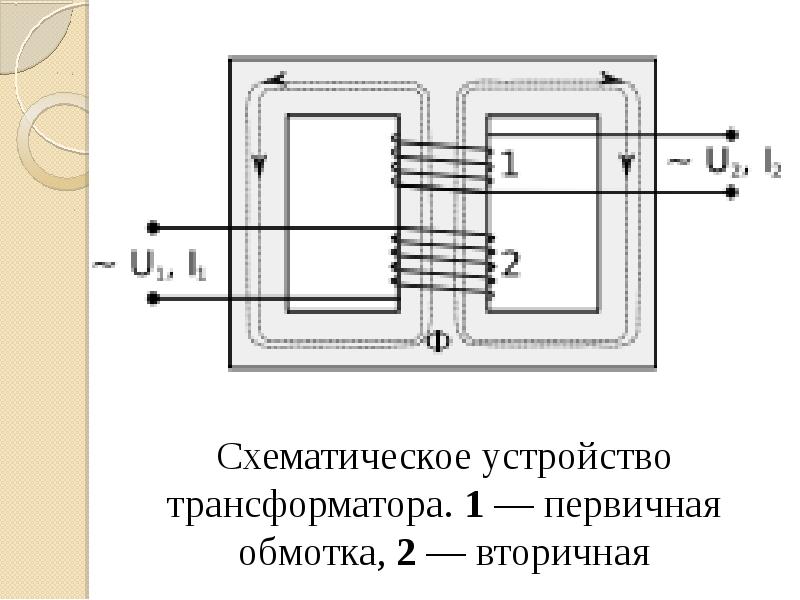
Чтобы понять принцип действия сварочного трансформатора, обратим внимание на простейшую конструкцию, состоящую из 2-х обмоток и работающую с однофазным током. В этом нам поможет схема сварочного трансформатора:
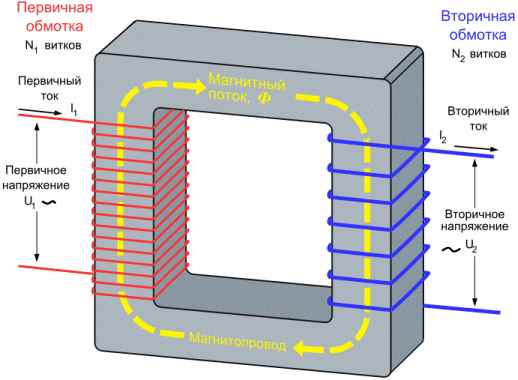
Как видно из рисунка, конструкция максимально простая – основа и две обмотки.
Магнитопровод – это элемент с замкнутым контуром, созданный из ферромагнитного сплава. Благодаря этому сопротивление контура снижается, а электромагнитная связь контуров увеличивается. Это простейшая схема сварочного трансформатора, есть еще различные модификации с дросселем и другие разновидности.





Первичная обмотка подключается к сети, а вторичная уходит на нагрузку, в нашем случае это держатель электрода и масса. При подаче напряжения на первичный контур в нем проходит переменный ток, создающий магнитный поток в основе, который индуцирует в обеих обмотках ЭДС. Возникшие силы можно пропорционально соотнести с числом витков обмотки, а если опустить незначительные (до 5%) потери напряжения, то получаем соотношение:
Коэффициент трансформации
Соотношение количества витков может быть больше 1, тогда трансформатор выполняет понижение напряжения и называется понижающим. Если коэффициент меньше 1, то это трансформатор повышающий.
Представим, что в нашем случае первая обмотка состоит из 100 витков, а вторичная из 5, 100/5=20 коэффициент трансформации. Подключив такое устройство к стандартной сети 220 В, на выходе получим 220/20= 11В. Данный коэффициент правдив не только для преобразования напряжения, но и силы тока, при потреблении первичной обмоткой 5 А, на контактах получим все 100А. Силу тока можно регулировать в процессе сваривания, для этого изменяют зазор магнитопровода. Рост или снижение этого расстояния уменьшает сопротивление и соответственно, на величину магнитного потока. Увеличив зазор мы снижаем силу тока, а для увеличения сварного тока зазор сокращают.
Зная соотношение количества витков обмотки и напряжения сети можем подобрать число витков вторичной обмотки, чтобы получить требуемые значения напряжения и силы тока. Нормальное напряжение холостого хода сварочного трансформатора считается 60В, что соответствует трансформаторному коэффициенту, равному 3.6.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sc – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.