- 2.3 Сборка электрооборудования
- § 2. Техническое обслуживание
- Разновидности неполадок в электрических машинах
- § 1. Общие сведения
- Приготовление электролита.
- Формы организации
- § 3, Требования к режимам заряда и разряда
- Текущий ремонт
- 1.2. Неисправности в электрических машинах, их выявление и устранение.
- 1.2.1. Синхронные машины.
- 1.3. Правила техники безопасности при выполнении работ связанных с измерительными установками.
- Влияние разбора на электрооборудование
- Система ППР
- 2.2 Организация разборки и дефектации электрооборудования
- 1.1. Общие сведения о электрических машинах.
- 1.1.1. Классификация электрических машин.
- Похожие:
- Аварийный
- Проверка уровня электролита в аккумуляторе.
2.3 Сборка электрооборудования
Сборка электрооборудования https://www.signal-pack.com/oborudovanie/pelmennye-avtomaty/ производится квалифицированным персоналом в порядке, установленном инструкциями заводов-изготовителей.
Составные части электрооборудования должны быть скомплектованы перед сборкой и проверены службой ОТК на соответствие ремонтной документации.
Детали и сборочные единицы взрывонепроницаемой оболочки, независимо от того, производился их ремонт или нет, должны иметь личное клеймо технического контроля или мастера-приемщика, удостоверяющее их качество, а детали и сборочные единицы, прошедшие гидравлические испытания, кроме того – клеймо лица их производившего.
Клеймо должно быть рельефным, глубина клеймения не менее 0,1мм (допускается мелкие внутренние детали маркировать трудностирающейся краской). Клеймо наносится на видном месте детали или сборочной единицы, указанном в чертеже. Не допускается наносить клеймо на взрывозащитных поверхностях и поверхностях, непосредственно к ним примыкающих и являющихся их продолжением. Во всех случаях при клеймении на поверхностях, смежных со взрывозащитными, нельзя допускать вспучивания металла на взрывозащитных поверхностях.
При сборке взрывозащитные, посадочные и присоединительные поверхности должны быть смазаны смазкой согласно чертежам.После сборки электрооборудования необходимо проверить:1) плотность и надежность затяжки крепежных деталей и особенно соединений взрывонепроницаемой оболочки, а также наличие пружинных и стопорных шайб или других устройств, предотвращающих самоотвинчивание крепежных деталей;2) надежность контактных соединений во вводном устройстве, комплектность крепежа, в том числе с учетом требований ГОСТ 22782.0-81;3) размеры щелей плоских взрывонепроницаемых соединений;4) наличие и соответствие требованиям ремонтной документации заземляющих устройств;5) наличие и правильность заполнения ремонтной таблички, которая устанавливается рядом со старой табличкой завода-изготовителя (табличка предыдущего ремонта должна быть снята).
§ 2. Техническое обслуживание
В процессе эксплуатации аккумуляторов необходимо выполнять все работы, предусмотренные перечнями работ по техническому обслуживанию ТО № 1 и ТО №2.
Техническое обслуживание (ТО) № 1 проводят ежедневно, при этом выполняются следующие работы:
очистка батареи от пыли и остатков электролита ветошью, смоченной в нашатырном спирте или 10%-ном растворе кальцинированной соды; проверка отсутствия течи электролита;
проверка надежности контактных соединений; проверка напряжения батареи по щитовому вольтметру.
Техническое обслуживание (ТО) № 2 проводят еженедельно дополнительно к перечню ТО № 1 выполняют следующие работы:
проверка аккумуляторным пробником степени разряженности каждого элемента; восстановление нормального уровня электролита;
проверка сопротивления изоляции; регистрация температуры электролита во всех элементах;
очистка вентиляционных каналов; проверка работы вентиляции.
Перечень выполненных работ, а также результаты наблюдений за работой аккумуляторов записывают в судовой аккумуляторный журнал.
Разновидности неполадок в электрических машинах
Несмотря на соблюдение всех правил, в процессе эксплуатации возникают различные неполадки, которые делятся на три условные категории:
- износ механический. Это естественный процесс, который происходит благодаря силе трения, возникающей в подвижных частях машины. В результате характеристики устройства ухудшаются, а при отсутствии должного ремонта изделие выходит из строя;
- износ электрический. Причина — повреждение изоляции под воздействием электромагнитных процессов в изделии. Как следствие возникает пробой и устройство ломается. Чтобы этого избежать, необходимо проводить техническое обслуживание электрических машин согласно установленному регламенту;
- износ моральный. Это неизбежный процесс, который не связан с другими видами неисправностей. Даже новое и работоспособное изделие устаревает с появлением нового качественного устройства, которое превосходит предшественника по основным техническим показателям. В данном случае ремонт электрических машин не производится, а происходит полная замена оборудования или его частичная (узловая) модернизация.
Чтобы свести к минимуму первые два вида износа, на этапе разработки проводятся испытания электрических машин. По результатам тестов принимается решение о серийном выпуске или прототип отправляется на доработку.
Монтаж электрических машин является сложным процессов, который осуществляют специалисты с профильной квалификацией и соответствующим уровнем подготовки.
§ 1. Общие сведения
Таблица 8.1. Технико-экономическое сравнение кислотных и щелочных аккумуляторов
| Типы аккумуляторов | эдс, В | Рабочее напряжение, В |
Внутреннее сопротивление, Ом | Коэффициент отдачи по емкости | Удельная энергия Вт-ч/кг |
Отношение стоимостей | Срок службы в относительных единицах |
| Кислотные | 2,2 | 2,0 | 0,005 | 0,85-0,9 | 17-22 | 1 | 1 |
| Щелочные | 1,4 | 1,25 | 0,03-0,06 | 0,65-0,7 | 20-30 | 3 | 3-4 |
Аккумуляторы применяют на судах в качестве источников аварийного питания сети освещения и сигнализации, а также для ряда других нужд. Наиболее часто используются кислотные аккумуляторы типа СТ и щелочные никель-кадмиевыс (НК] и никель-железные (НЖ), Выбор типа аккумуляторов зависит от условий эксплуатации, назначения и параметров судна .
Результаты технико-экономического сравнения указанных типов аккумуляторов приведены в табл. 8.1, из которой видно, что по всем основным параметрам, кроме удельной энергии, кислотные аккумуляторы имеют более высокие показатели. Обладая более низким внутренним сопротивлением, они в то же время обеспечивают высокую стабильность напряжения. Недостатком кислотных аккумуляторов является то, что они склонны к повышенной сульфитации пластин, которая при нарушении правил эксплуатации мажет оказаться необратимой. Это обстоятельство обусловливает необходимость более тщательного наблюдения за ними при эксплуатации в условиях низких температур. Снижение плотности электролита при их разряде приводит к тому, что допустимая минусовая температура резко уменьшается. Щелочные аккумуляторы свободны от этого недостатка, так как плотность электролита при работе у них не меняется. Кроме того, щелочные аккумуляторы обладают и большой механической прочностью.






Приготовление электролита.
Электролит для щелочных аккумуляторов приготавливают в чистой стальной или чугунной посуде. Берут необходимые количества воды и щелочи из такого расчета, чтобы получить электролит плотностью 1,17— 1,28 г/см3. Последняя зависит от состава электролита и температуры окружающей среды. В посуду наливают нужное количество воды, затем пинцетом берут небольшие кусочки щелочи и опускают их в воду. Раствору дают остыть до температуры порядка 30° С и после того, как электролит отстоится, его сливают и, проверив плотность, заливают в аккумулятор. Электролит следует менять через 2-3 навигации (100-150 циклов работы). В случае если емкость аккумуляторов заметно снижается, то это нужно сделать и раньше. В помещениях, где находятся щелочные аккумуляторы, не должно быть принадлежностей кислотных аккумуляторов, гак как пары кислоты оказывают на них разрушающее действие. Электролит для кислотных аккумуляторов приготавливают в керамической или эбонитовой посуде. Стеклянную использовать нельзя, так как из-за бурного выделения тепла стекло может лопнуть.
Нужное количество дистиллированной воды определяют из того расчета, что кислота для аккумуляторов имеет плотность 1,84 г/см3, а плотность электролита должна быть в пределах 1,22-1,30 г/см3. В посуду сначала наливают воду, а затем тонкой струйкой при непрерывном помешивании вливают кислоту. Электролиту надо дать остыть до температуры 25° С и только затем, проверив плотность, можно заливать его в аккумуляторы.
- Назад
- Вперёд
Формы организации
Организация ремонта электрооборудования может быть децентрализованной, централизованной и смешанного типа. Децентрализованная форма применяется на объектах, где установлено простое оборудование. Оно, как правило, не требует при осуществлении ремонтных работ специализированных стендов, установок и испытательных механизмов. Работы проводятся на месте, где установлено такое оборудование или в специально созданных ремонтной мастерской или участке, которые находятся на территории объекта.
Централизованная форма организации ремонта электрооборудования осуществляется специально созданным на предприятии подразделением. Это может быть бригада, участок или даже цех. Они входят в состав отдела главного энергетика, главного механика (при отсутствии в штатном расписании энергетической службы) или лица ответственного за энергетическую часть на объекте. Такая централизация позволяет сконцентрировать все необходимое для осуществления разных видов ремонтных работ в одном месте, а главное содержать квалифицированных специалистов, которые могут с применением современных методов и технологий обеспечить качественный капитальный и текущий ремонт электрооборудования в сжатые сроки.
На многих объектах, особенно тех, где установлено большое количество электрооборудования, применяется смешанная форма организации ремонтных работ. Это означает, что все текущие ремонты и обслуживание выполняется рабочими-ремонтниками на месте расположения изделий, а капитальный ремонт электрооборудования – силами специально созданных на объекте подразделений.
§ 3, Требования к режимам заряда и разряда
Аккумуляторы работают в режиме заряд-разряд. Для обеспечения надежной работы не следует разряжать судовые аккумуляторы более чем на 50% их емкости. Нормальный разрядный ток щелочных аккумуляторов равен 0,1, а кислотных — 0,05 емкости аккумулятора. Нецелесообразно допускать снижение напряжения ниже 1,4 В для щелочных и 1,7 В — для кислотных аккумуляторов.
В конце заряда щелочных аккумуляторов их ЭДС при положительных температурах должна быть в пределах 1,8-1,9 В, а при отрицательных температурах и у кислотных аккумуляторов — 2,2 В. Характерным признаком нормального заряда кислотных аккумуляторов является увеличение плотности электролита. В конце же заряда, в течение 2-3 часов, напряжение и плотность электролита остаются неизменными; и это время происходит обильное газовыделение во всех элементах. Наружные части аккумуляторов, за исключением деталей, окрашенных битумной краской, покрывают тонким слоем технического вазелина.
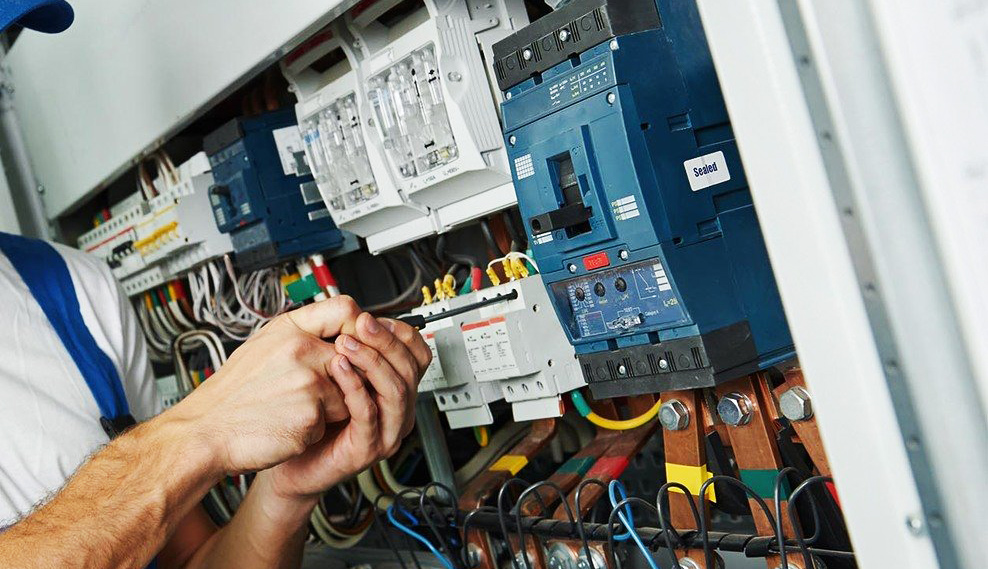
Текущий ремонт
Проводится с периодичностью (установленной главным энергетиком) для всех электродвигателей, находящихся в эксплуатации. В типовой объем работ при текущем ремонте входят следующие виды работ: наружный осмотр электродвигателя, промывка и замена смазки в подшипниках и при необходимости замена подшипников качения, проверка и ремонт вентиляторов и чистка вентиляционных устройств и каналов, чистка и продувка сжатым воздухом обмоток, контактных колец, коллекторов, щеточного аппарата, проверка состояния крепления лобовых обмоток, восстановление лакового покрова этих обмоток, шлифование контактных колец и коллекторов, регулировка щеточного аппарата, протирка и замена щеток, продороживание коллекторов, проверка и затяжка всех резьбовых крепежных соединений, проверка защитного заземления, проведение профилактических испытаний.
1.2. Неисправности в электрических машинах, их выявление и устранение.
1.2.1. Синхронные машины.
Повышенный нагрев активной стали статора. Нагрев активной стали статора может возникнуть из-за перегрузки машины, а также от замыкания в листах шихтовки сердечника при слабой прессовке на заводе-изготовителе. При слабой прессовке сердечника происходят микроподвижка листов шихтовки с частотой перемагничивания 100 Гц/с, а также повышенная вибрация активной стали. В процессе вибрации активной стали происходит истирание изоляции листов. Листы с поврежденной изоляцией контактируют между собой и в образовавшемся стальном неизолированном пакете вихревые токи нагревают сердечник. При этом может произойти расширенное замыкание по всей расточке статора или местное.
В зависимости от площади замыкания в листах может возникнуть так называемый «пожар в железе», сильно перегревающий изоляцию и приводящий к ее повреждению. Это явление опасно в крупных синхронных машинах, особенно в турбогенераторах.
Избавляются от такого опасного явления в активной стали следующим образом:
крупные синхронные машины имеют измерительные средства по току и мощности (амперметры и ваттметры), поэтому уровень нагрузки легко контролируется, и меры по снижению нагрузки можно принять быстро. Нагрев обмотки и активной стали контролируется с помощью термопар, заложенных в статор для замера температуры обмотки и сердечника;
в случае замыкания активной стали, особенно местного характера, это явление обнаруживается в работающей машине только на слух. Возникает зудящая вибрация, и ее слышно приблизительно в том месте статора, где замкнута активная сталь. Для устранения этого явления машину следует разобрать. Обычно крупные синхронные двигатели изготовляют с удлиненными валами, что дает возможность снять щиты и сдвинуть статор, в котором можно работать.
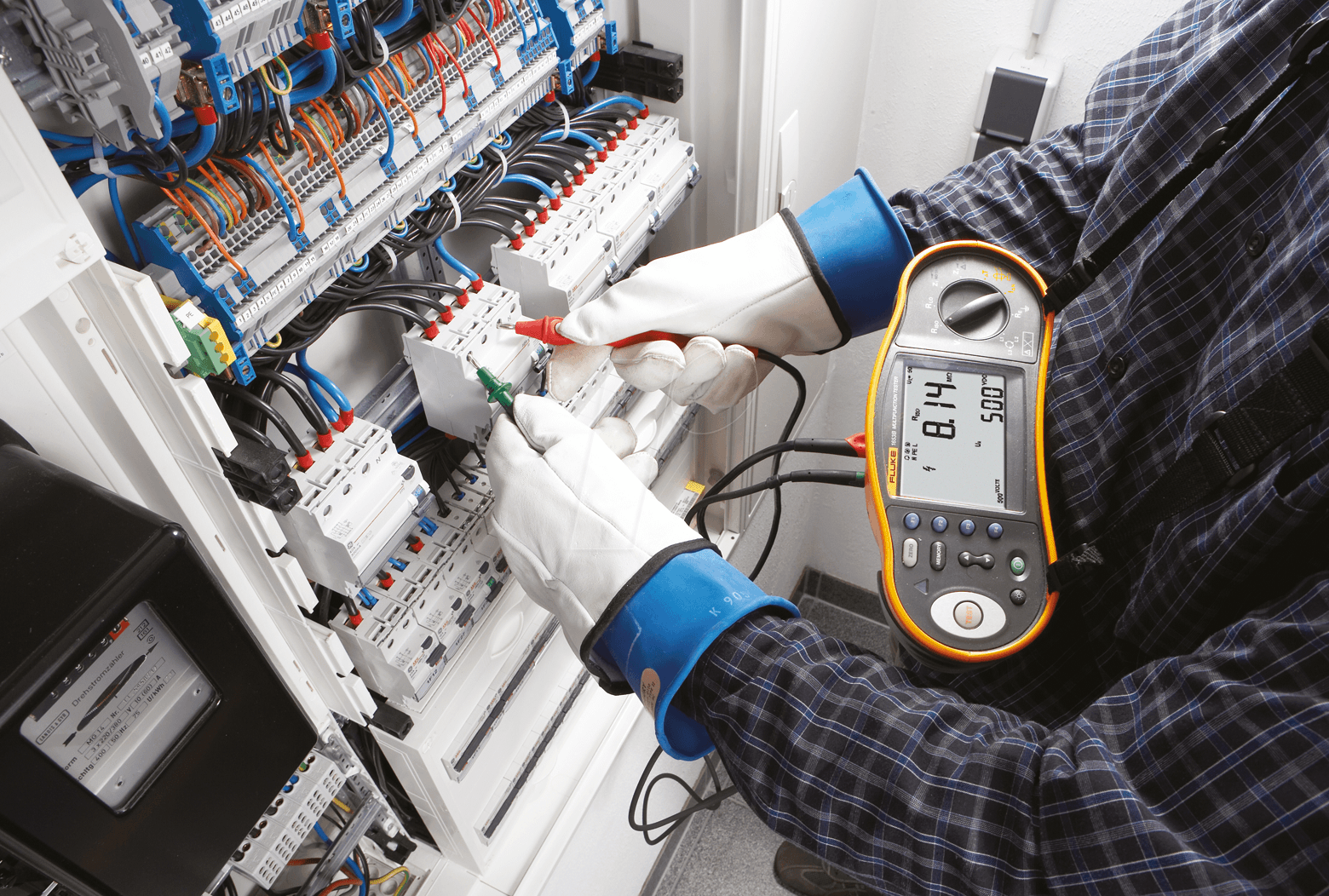
1.3. Правила техники безопасности при выполнении работ связанных с измерительными установками.
Все внешние части средств измерений, находящиеся под напряжением, превышающим 42 В по отношению к корпусу, должны быть защищены от случайных прикасаний во время работы средств измерений, например, клеммы с изоляционными головками, утопленные гнезда, защитные кожухи и т. п., а на внешние части, находящиеся под напряжением свыше 1000 до 30000 В, кроме того, должен быть нанесен символ электрического напряжения по ГОСТ 12.4.026. Символ электрического напряжения наносят непосредственно на ту часть, к которой он относится, или около нее, или на поверхности той стенки или крышки, открытие которой делает доступными части, находящиеся под высоким напряжением. Требования безопасности средств измерений, находящихся под напряжением свыше 30000 В, должны быть установлены в стандартах и (или) технических условиях на средства измерений конкретного вида (типа).
Требования безопасности для аналоговых электроизмерительных приборов прямого действия — по ГОСТ 12.2.091. Требования безопасности для электронных измерительных приборов — по ГОСТ 26104.








В конструкции средств измерений, имеющих источник напряжения 1000 В и более с установленным значением силы тока короткого замыкания более 5 мА, должны быть предусмотрены блокирующие устройства, отключающие питание при открытии или снятии крышек, или при извлечении блоков, в соответствии с правилами эксплуатации. При этом должно быть произведено замыкание высоковольтных конденсаторов или подключение к ним разрядного сопротивления, обеспечивающего разряд конденсаторов за время, не превышающее 10 с.
Внутри средств измерений, вблизи частей схемы, где имеется источник напряжения свыше 650 В, должны быть нанесены ясно видимые надписи или знаки по ГОСТ 23217, предупреждающие о наличии опасного напряжения, а в эксплуатационной документации должны быть приведены соответствующие указания по безопасности работы. Изоляция токонесущих проводов напряжением свыше 650 В или их маркировка должна быть красного или оранжевого цвета, при этом другие
Влияние разбора на электрооборудование
Следует отметить вредное влияние разборок электрооборудования на процессы износа деталей и узлов. Как и для любой машины или механизма, для электрических машин и аппаратов преждевременная разборка отрицательно влияет на дальнейшую работоспособность. Особенно вредны разборки, при которых нарушается взаимное расположение сопряженных деталей. После разборки и последующей сборки, как бы тщательно они не были проведены, вследствие изменения затяжки соединений, деформации деталей, изменения взаимного расположения вновь происходит приработка сопряженных деталей, т. е. возникает период повышенной интенсивности износа. На рис. 2 кривая 1 характеризует износ детали для случая, когда за период работы до исчерпания своего ресурса в момент времени tp, т. е. до достижения предельного значения износа Ппр, деталь работала в сопряжении, которое не разбиралось. Если через определенное время после начала эксплуатации, например в момент времени t1 сопряжение было разобрано, то зависимость износа этой детали от наработки, начиная с момента времени t1 будет отражать кривая 2, так как в точке R вновь начнется период приработки детали после сборки сопряжения. Из рисунка также видно, что износ детали после разборки и сборки сопряжения достигает своего предельного значения Ппр в момент времени t’p т. е. ресурс работы детали уменьшится.
Система ППР
Особенности монтажа электрического оборудования
Как составить график ППР электрооборудования? Этот документ составляется на год и основанием для его составления являются паспорта на установленное оборудование, осмотры состояния действующих устройств, установок и приборов, анализ отказов конкретного оборудования (ведется журнал регистрации дефектов и возникших в процессе эксплуатации поломок) и продолжительность циклов между ремонтами, а также периодов. Организация ремонта электрооборудования подразумевает выполнение следующих работ:
- межремонтное обслуживание. Здесь должны соблюдаться правила технической эксплуатации, выполняться установленные специальным графиком периодические осмотры, смазочные и очистительные работы. Сюда же могут включаться работы по испытаниям в профилактических целях, регулировке для выхода на рабочий режим и осуществлению небольшого ремонта;
- текущий ремонт. В этом случае выполняют замену, вышедшей из строя или износившейся детали, а также регулировочные работы;
- капитальный ремонт. При этом виде работ осуществляется разборка промышленного электрооборудования, замена или ремонт изношенных узлов и деталей, опять сборка, регулировочные работы и обязательно испытания, которые должны осуществляться под рабочей нагрузкой.
Организация ремонта электрооборудования осуществляется с учетом ремонтных норм, установленных в соответствии с нормативно-технической документацией. На объектах для этого составляют графики ППР и ведут журналы, где отмечают все необходимые данные. Периодичность проведения межремонтного обслуживания, текущего и капитального ремонта напрямую зависит от типа оборудования и указаний компании его произведшего.
Работоспособность электрооборудования зависит от правильной эксплуатации и своевременного выполнения графика ППР. Только в этом случае оно будет безотказно служить и выполнять качественно свои функции.
https://www.youtube.com/embed/
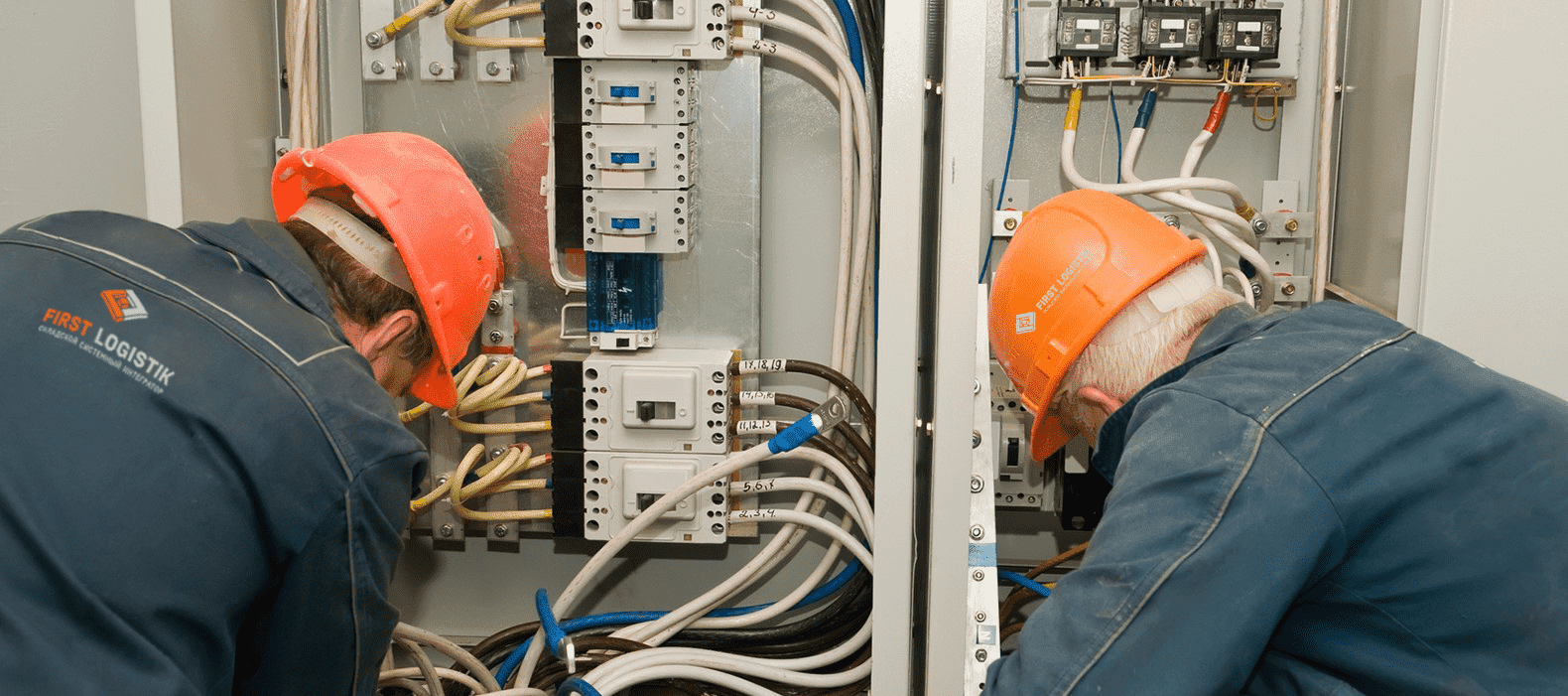
2.2 Организация разборки и дефектации электрооборудования
Разборка электрооборудования выполняется в последовательности, указанной в инструкциях заводов-изготовителей.
Для предотвращения повреждений взрывозащитных посадочных поверхностей разборка электрооборудования, съем деталей и сборочных единиц с трудноразъемными соединениями должны производиться с помощью специальных приспособлений и съемников (с применением, при необходимости, местного подогрева). Ударный инструмент должен быть оснащен насадками из мягких материалов (резины, дерева и т.п.). При разборке взрывонепроницаемых оболочек запрещается курение и открытое пламя.
Дефектация электрооборудования должна осуществляться квалифицированным персоналом по ремонтной документации или рабочей документации на его изготовление.
Если при дефектации выявится невозможность обеспечения всех требований ремонтной документации, то с согласия заказчика электрооборудование должно быть выпущено из ремонта только как невзрывозащищенное (нормальное) и с него должен быть снят знак маркировки уровня и вида взрывозащиты.
Результаты дефектации деталей и сборочных единиц электрооборудования заносятся в журнал дефектации (при обезличенном ремонте ведение журнала дефектации не обязательно).
1.1. Общие сведения о электрических машинах.
1.1.1. Классификация электрических машин.
В зависимости от назначения электрические машины подразделяют на генераторы, двигатели, преобразователи, компенсаторы, усилители и электрические машины автоматических систем. Кроме того, электрические машины могут быть подразделены по роду и частоте тока, по мощности, частоте вращения и напряжению.
В основу создании серий электрических машин положена высота оси вращения, т. е. расстояние от оси вращении вала до установочной поверхности. ГОСТ 13267—73 предусмотрены высоты осей вращения, мм: 50, 56, 63, 71, 80, 90, 100, 112, 132, 160, 180, 200, 225, 250, 280, 315, 355 и т. д.
ГОСТ. 12139—84 устанавливает ряд номинальных мощностей электрических машин в. диапазоне от 0,06 до 1000 кВт: 0,06; 0,09; 0,12; 0,18; 0,25; 0,37; 0,55; 0,75; 1,1; 1,5; 2,2; 3; 4; 5,5; 7,5; 11; 15; 18,5; 22; 30; 37; 45; 55; 75; 90; ПО; 132; 160; 200; 250; 315; 400; 500; 630-800; 1000.
По способу монтажа исполнение электрических машин соответствует ГОСТ 2479—79. Обозначение конструктивного исполнения и способа монтажа электрических машин состоит из латинских букв IM и четырех цифр, из которых первая означает конструктивное исполнение, например: 1 — на лапах с подшипниковыми щитами; 2 — на лапах с подшипниковыми щитами и фланцем на одном щите; 3 — без лап с подшипниковыми щитами и фланцем на одном щите и т. д. Вторая и третья цифры означают способ монтажа. Четвертая цифра означает исполнение конца вала. Например: 0 — без конца вала, 1 — с одним цилиндрическим концом вала, 2 — с двумя цилиндрическими концами вала и т. д.








Похожие:
| Славская И. Л., Макаров С. Ю. Технология отрасли. Часть Технология…Учебно-практическое пособие предназначено для студентов заочной формы обучения специальности 27. 05. 03 | Д. Н. Чубенко электротехника и электрооборудование транспортных и…Ч81 электротехника и электрооборудование транспортных и транспортно-технологических машин : учебно-практическое пособие… | ||
| Учебно-методическое пособие к лабораторным занятиям по курсу «Основы кристаллооптики»Практическое руководство по работе с поляризационным микроскопом для исследования петрографических объектов: Учебно-методическое… | Электротехника и электрооборудование транспортных и транспортно технологических…Федеральное государственное бюджетное образовательное учреждение высшего образования | ||
| Учебно-методическое пособие прежде всего инструмент. Значит, к нему…Валютное регулирование в Российской Федерации: правила, контроль, ответственность: Учебно-практическое пособие | Обеспечение качества и надежности системы электрооборудования автомобилейРабота выполнена на кафедре «Электрооборудование автомобилей и электромеханика» Тольяттинского государственного университета | ||
| «Методические рекомендации по выполнению бакалаврской работы 040200….Учебно-методическое пособие предназначены для студентов-социологов, для преподавателей университета, назначенных научными руководителями… | Электрооборудование и эсуд бюджетных легковых автомобилейКнига предназначена для специалистов, профессионально занимающихся ремонтом автомобилей, а также для обычных автолюбителей, интересующихся… | ||
| Марий Эл «Волжский индустриально-технологический техникум»Русский язык. Учебно-практическое пособие для студентов профессии спо продавец, контролёр-кассир/ Л. А. Полудненко. – Волжск, 2014…. | Практическое пособие «Коррекция недостатков эмоционально-волевой…Предлагаемое практическое пособие предназначено для педагогов-психологов, учителей-логопедов, учителей-дефектологов и педагогов,… | ||
| Учебно-практическое пособие С. Н. Мошлев «Взрывные устройства, используемые…Тема «Правила поведения и меры безопасности при угрозе возникновения террористического акта» | Практическое пособие по работе в личном кабинете контрольно-кассовой техники Листов 172 2016 гНастоящий документ содержит практическое пособие по работе в личном кабинете контрольно-кассовой техники при работе на портале «Личный… | ||
| Антикризисное управление идругим экономическим специальностям Тюмень Тюмгнгу 2 010Технология аудита : учебно-практическое пособие / Е. М. Дебердиева, О. В. Афанасьева, В. В. Трайзе. – Тюмень : Тюмгнгу, 2010…. | Учебно-методическое пособие Рекомендовано методической комиссией…Методы молекулярной диагностики: Учебно-методическое пособие. Авторы: А. Д. Перенков, Д. В. Новиков, С. Г. Фомина, Л. Б. Луковникова,… | ||
| Учебно-методическое пособие по выполнению Практических работ для…Составлено в соответствии с рабочей программой по разделу для специальности «Теплоснабжение и теплотехническое оборудование» | Учебно-методическое пособие Елабуга 2016 ббк 74. 58 Учебно-методическое…Методическое пособие предназначено для студентов 1 курса высших учебных заведений неязыковых специальностей |
Аварийный

Аварийные виды ремонтов электрооборудования и их характеристики определяются нештатной ситуации по выходу из строя электроустановок. Любая поломка на подстанции (коммутационные аппараты, силовые трансформаторы, КЛ, ВЛ) требует осуществления соответствующего типа ремонтных работ. Представленная вариации предполагает максимальную быстроту устранения проблемы и запитки потребителей. Подобными ремонтным процедурами занимаются специализированные высоковольтные бригады или ОВБ.
Необходимо отметить, что это крайний вариант развития событий. Плановое обслуживание должно предотвратить подобный исход. Аварийные ситуации часто могут возникать из-за человеческого фактора, например, работы сторонних организаций в охранной зоне ВЛ. Внештатные ситуации часто приводят к большему ущербу для предприятия, чем плановое обслуживание.
Проверка уровня электролита в аккумуляторе.
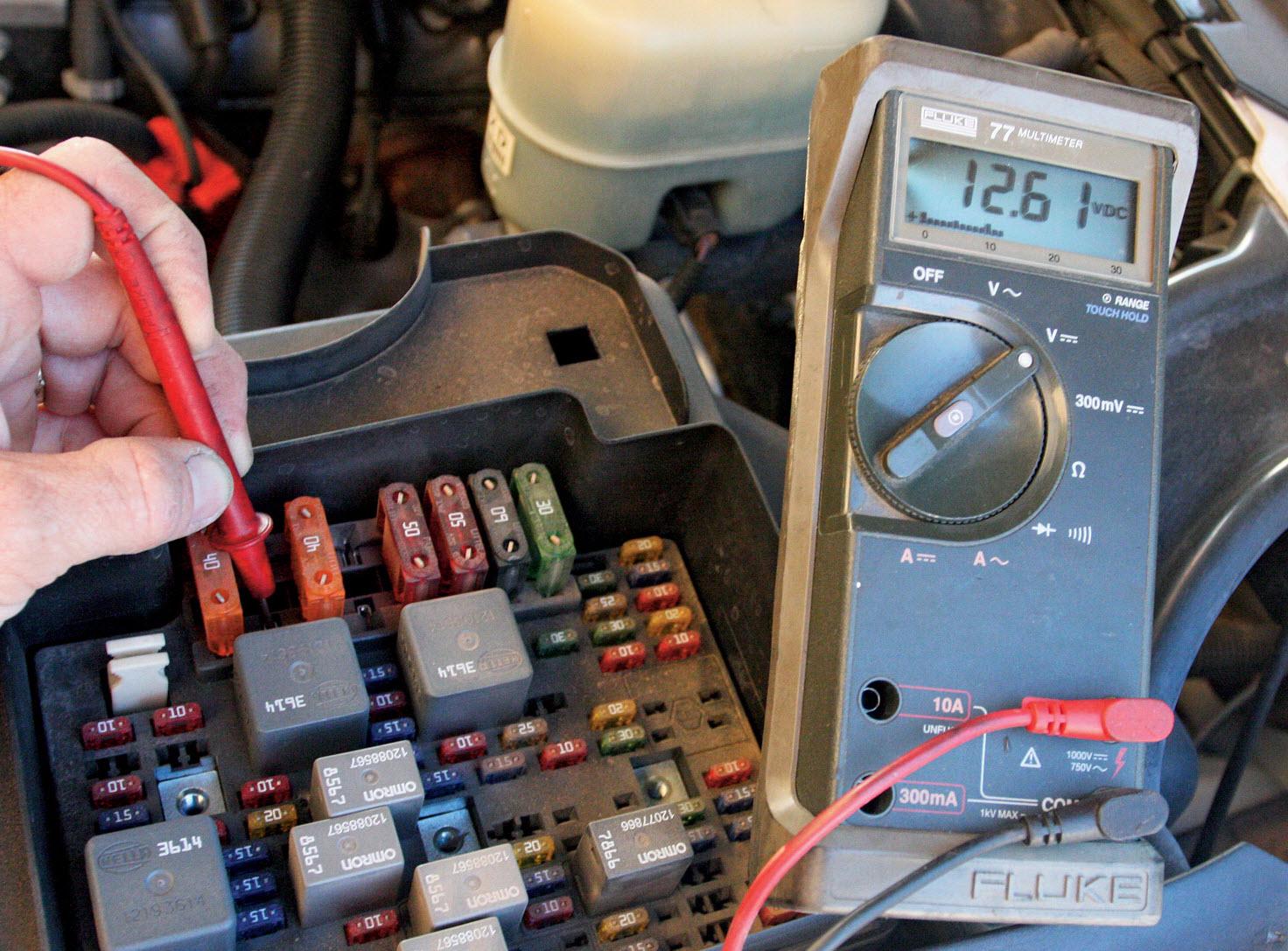
Уровень электролита проверяют через заливные отверстия с помощью стеклянной трубки с внутренним диаметром 5 мм. Трубку следует опустить в аккумулятор до упора в предохранительный щиток, затем плотно закрыть пальцем или грушей ее наружное отверстие и вынуть. Столбик электролита в трубке покажет его уровень в аккумуляторе.
В батареях с индикатором электролит должен быть на одном уровне с ним или чуть выше. В батареях без индикатора (тубуса) уровень электролита должен быть на 10 мм выше предохранительного щитка или верхнего края сепараторов. В случае понижения уровня электролита из-за испарения воды следует добавить в батарею дистиллированную воду, но ни в коем случае не водопроводную или речную, так как аккумулятор сядет. Температура воды должна быть от 15 до 25 °C. Если уровень электролита выше нормального, его следует отсосать резиновой грушей, иначе он будет выливаться из аккумулятора. Если после поездки при осмотре на поверхности аккумулятора обнаружен электролит, значит, он выливается либо из-за повышенного уровня в батарее, либо из-за появления трещин в корпусе и заливочной мастике аккумулятора.
Необходимо установить нормальный уровень или отремонтировать батарею. Если первая и вторая причины исключаются, нужно проверить и отрегулировать напряжение генератора, а также проверить, не сульфатирована ли батарея.
Сульфатирование батареи происходит при эксплуатации автомобиля с очень низким уровнем электролита в батарее, а также при долгом пребывании батареи в разряженном или не полностью заряженном состоянии. В этом случае на поверхности пластин батареи образуются нерастворимые в электролите крупные кристаллы сернокислого свинца.
В случае, если аккумулятор необходимо хранить длительное время, его снимают с автомобиля, полностью заряжают и хранят в заряженном состоянии в сухом месте при температуре не выше 0 °C и не ниже 30 °C. Каждые три месяца необходимо проверять заряженность батареи по плотности электролита и, если необходимо, подзаряжать ее. При хранении аккумулятора на автомобиле, при отсутствии специального выключателя провода отсоединяют от полюсных штырей.
Основными неисправностями аккумуляторной батареи являются: снижение уровня электролита, кипение электролита, разрядка аккумуляторной батареи, окисление выводов батареи, загрязнение электролита посторонними примесями, короткое замыкание между пластинами. Признаками неисправностей являются замедленное вращение коленчатого вала двигателя при запуске (при сильном разряде батареи стартер может вообще не проворачивать коленчатый вал), а также тусклый свет ламп и ослабленный звуковой сигнал. Однако нарушение работы стартера при запуске двигателя может быть вызвано неисправностью не только аккумуляторной батареи, но и самого стартера, его реле или других элементов запуска двигателя.
При снижении уровня электролита – восстановить его нормальный уровень.
При просачивании электролита через трещины в корпусе – заменить батарею.
При кипении электролита вследствие высокого давления генератора – проверить и при необходимости заменить регулятор напряжения.
При кипении электролита и перегреве батареи из-за сульфатации пластин – произвести заряд батареи малым током (не более 1 А) и, если кипение не прекратилось, заменить батарею. При окислении выводных зажимов и наконечников проводов – отсоединить наконечники проводов, очистить выводные зажимы, смазать их техническим вазелином и установить на место.







При загрязнении электролита посторонними примесями – слить, промыть и затем зарядить батарею. При коротком замыкании между пластинами – заменить батарею.
Если электролит просачивается через трещины и отслоения заливочной мастики, то для устранения течи используют разогретую металлическую лопатку, которую прикладывают в местах просачивания. При необходимости разогретой мастикой можно заполнить зазоры между крышками и стенками блока. Если трещины и отслоения мастики разогретой лопаткой устранить не удается, их устраняют путем оплавления мастики в нужном месте слабым пламенем. Однако перед этой операцией, чтобы избежать взрыва газа, аккумуляторную батарею разряжают, выливают из нее электролит и сжатым воздухом продувают все ее элементы.