- Обслуживание самодельного сварочного инвертора
- Дальнейшая настройка
- Что это такое
- Разновидности
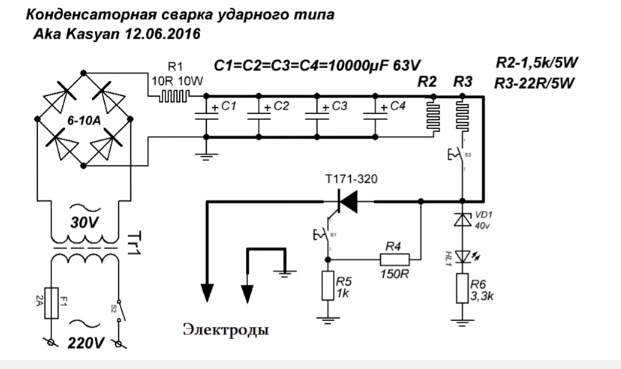
- Точечная конденсаторная сварка
- Роликовая конденсаторная сварка
- Стыковая конденсаторная сварка
- Схема сборки агрегата своими руками
- Как происходит процесс сварки?
- Существующие разновидности точечной сварки
- Особенности применения
- Отличие точечного метода сварки от других существующих
- Разновидности
- Сферы применения
- Технологические особенности
- Используемое оборудование
- Основные приёмы
- Основные преимущества
- Некоторые недостатки
- Как своими руками сделать устройство для сварки точечным способом?
- Порядок дальнейших действий для изготовления сварочного аппарата
- Как выглядит схема инверторной сварки
Обслуживание самодельного сварочного инвертора
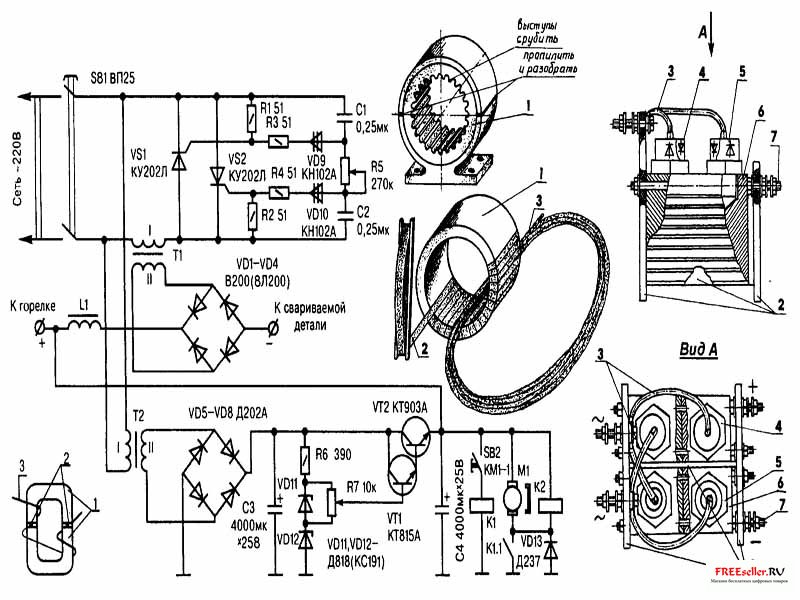
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Дальнейшая настройка
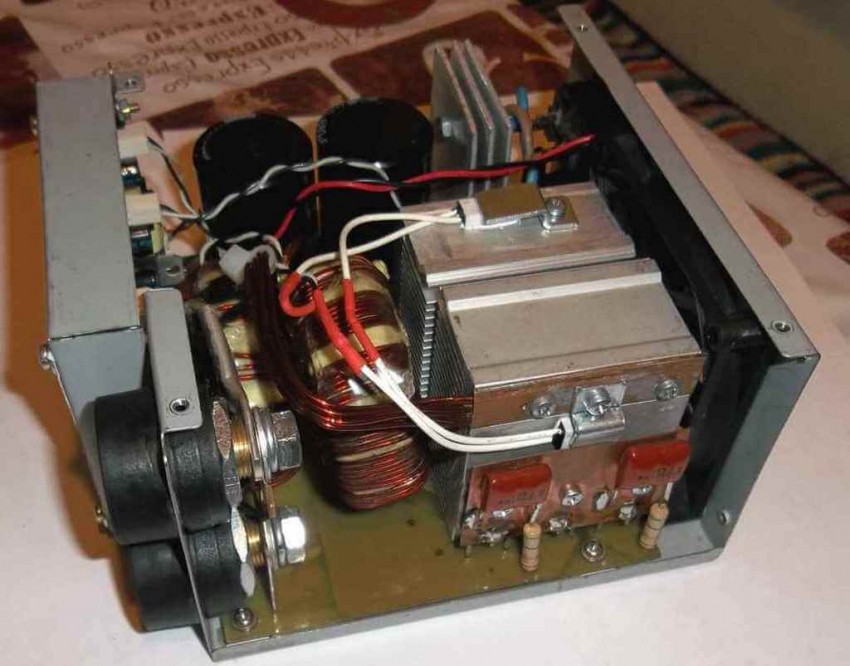
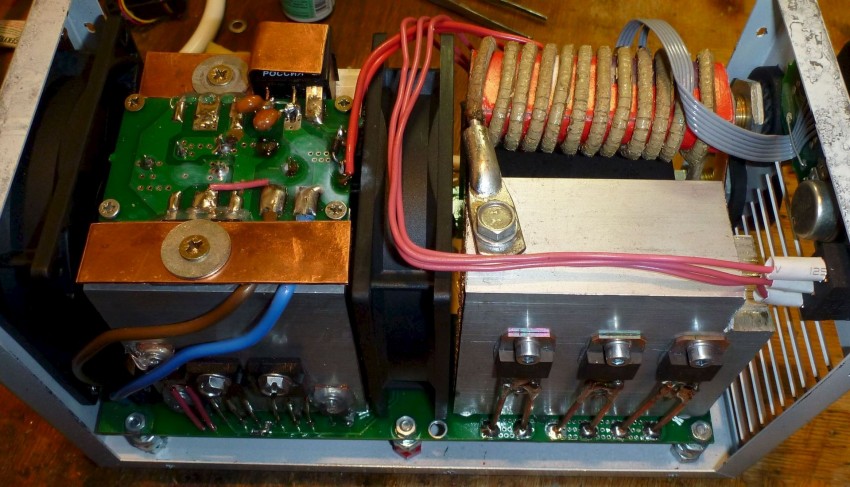
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Что это такое
Конденсаторная контактная сварка появилась еще в 30-х годах ХХ века. И с тех пор она приобрела широкую известность в разных областях производства. Во время технологии производится бесшовное сваривание компонентов из металлической основы. Оно происходит благодаря кратковременным импульсам электрической энергии.
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов. Оборудование применяется в ювелирной области для производства и ремонта мелких элементов украшений.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.
Разновидности
Точечная сварка для аккумуляторов своими руками
Каждая из рассматриваемых разновидностей КС применяется в зависимости от того, какой результат нужен.
Точечная конденсаторная сварка
Соединение заготовок осуществляют в определённых точках (отдельных местах), это регламентировано ГОСТ 15878-79.
Структура и границы такой точки зависят от следующих параметров:
- геометрических поверхностных характеристик электродов;
- силы и времени пропускаемого через точку тока;
- степени сжатия соединяемых поверхностей и их состояния.
Такой вид КС отлично подходит для работы с листовыми или профильными заготовками, при этом они накладываются друг на друга внахлёст.
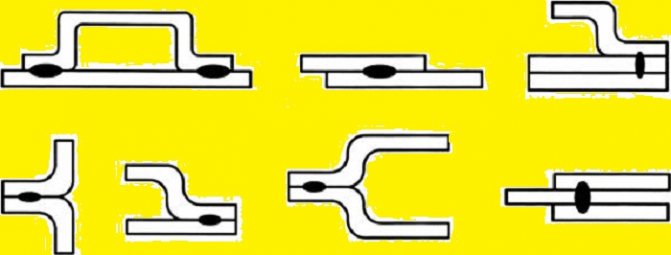
Типы точечных соединений
Роликовая конденсаторная сварка
Другое её название – шовная. Представляет собой непрерывный ряд из перекрывающих друг друга точек. Токопроводящие электроды в виде роликов выполняют шов при прокатке через них наложенных внахлёст заготовок.
Подобную сварку используют для производства различных ёмкостей: баков, канистр, сосудов и т.д.
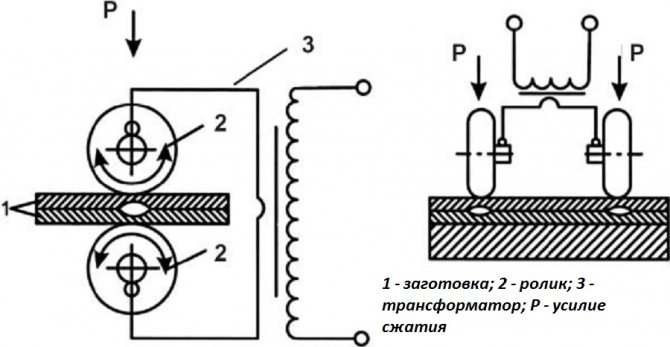
Схема роликовой сварки с разрезом шва
Стыковая конденсаторная сварка
Сварку оплавлением при таком способе получают при медленном приближении деталей, на которые подаётся ток. При соприкосновении двух поверхностей в зонах микроконтактов получается взрывное оплавление из-за возникновения в этих местах высокой плотности тока.
Важно! Магнитное поле выталкивает наружу кипящий металл, а сдавливание заготовок способствует образованию шва. Таким способом сваривают между собой детали сложной конфигурации из металлов разного рода: медь, алюминий, углеродистые стали
Таким способом сваривают между собой детали сложной конфигурации из металлов разного рода: медь, алюминий, углеродистые стали.
Несложные заготовки сращивают, пользуясь способом сопротивления, прижимая друг к другу и пропуская через них ток. В результате чего металлы в месте соприкосновения становятся пластичными, и происходит их осадка. Обязательна предварительная подготовка мест контакта.
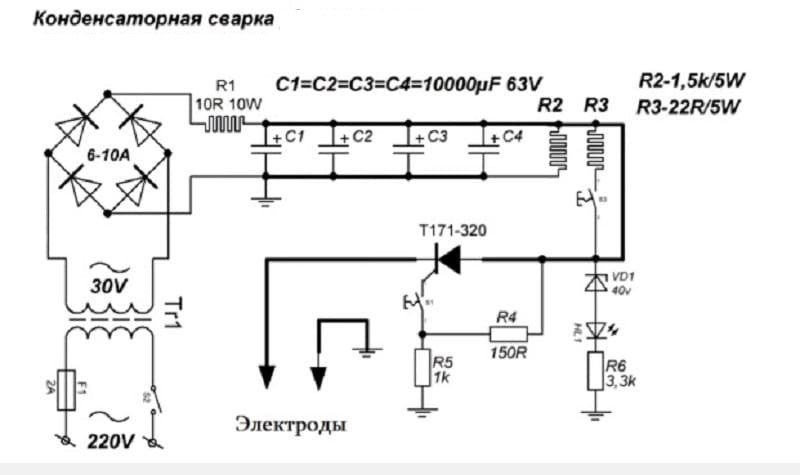
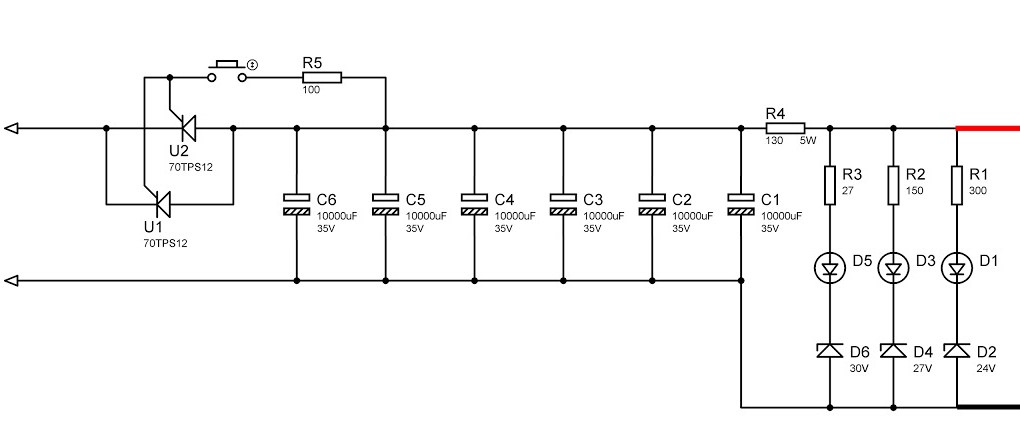
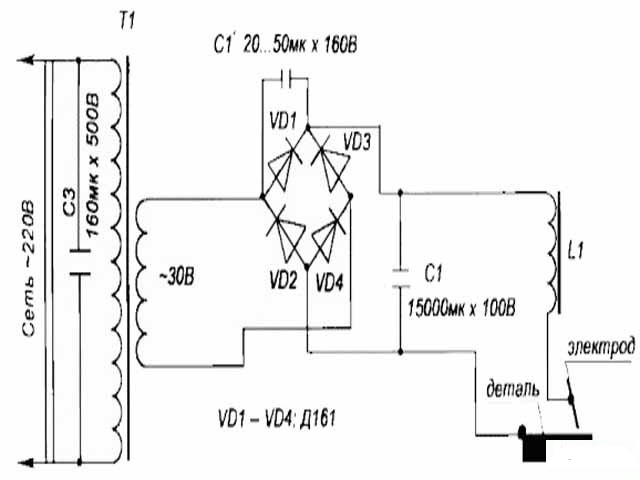
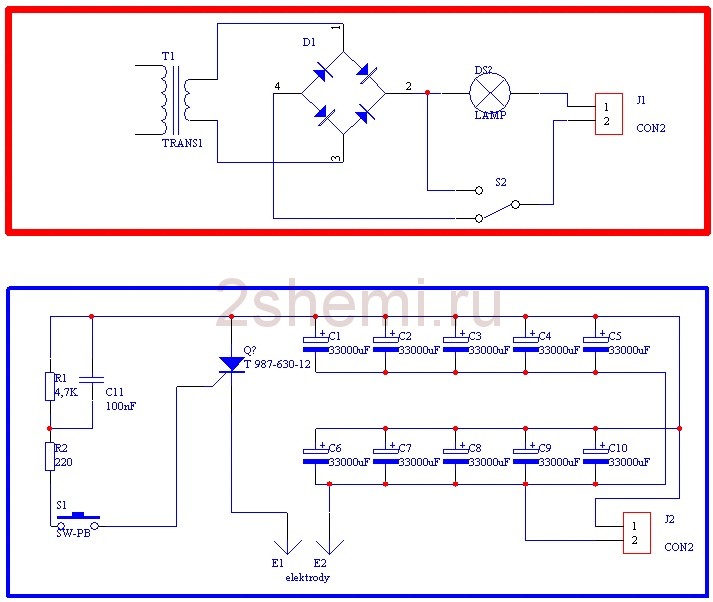
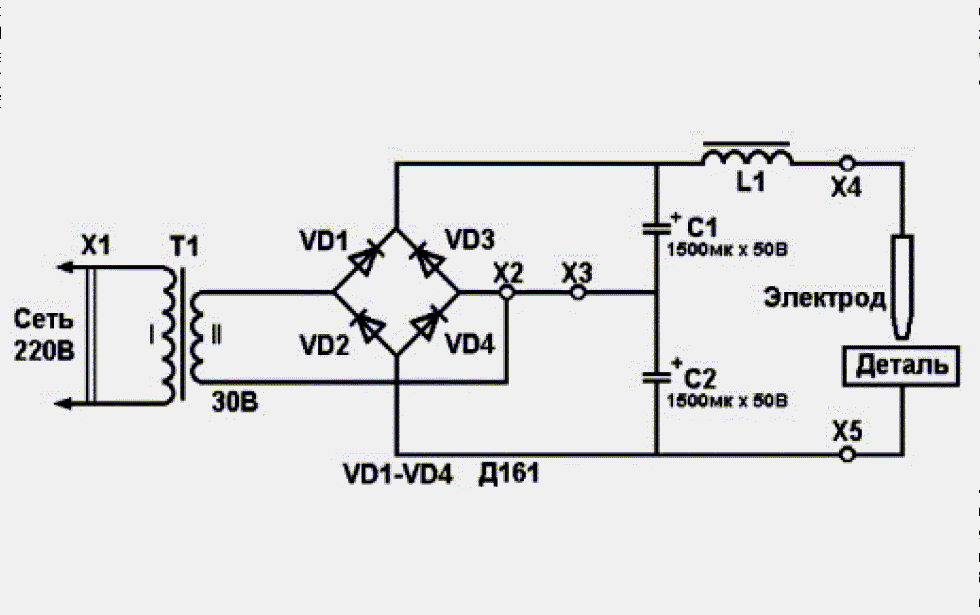
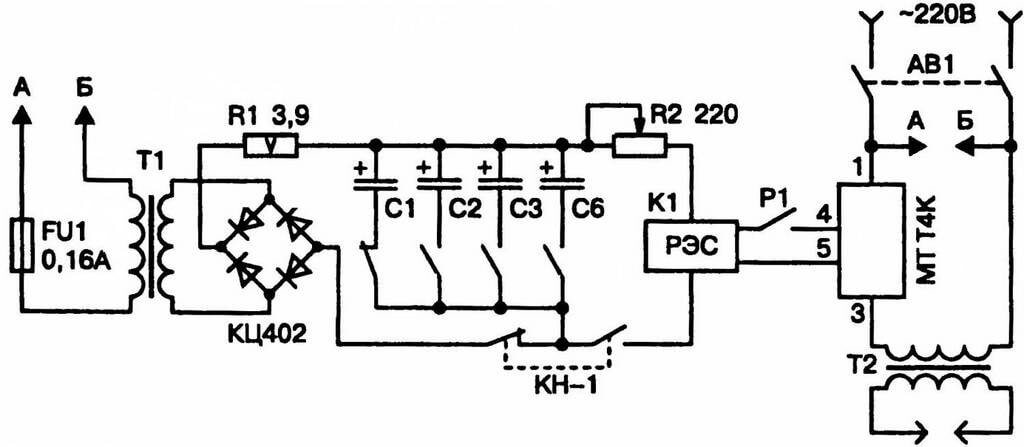
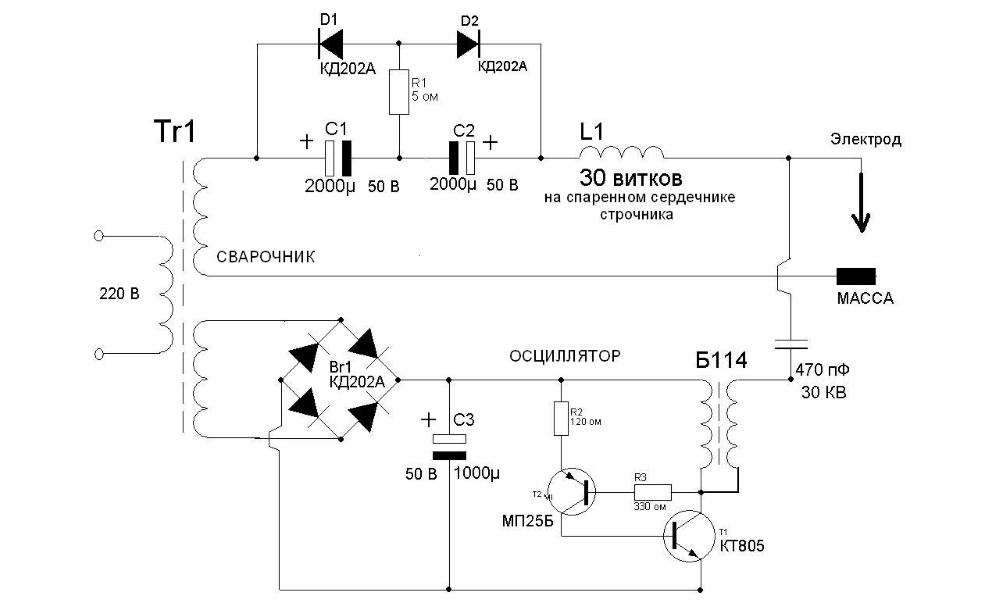
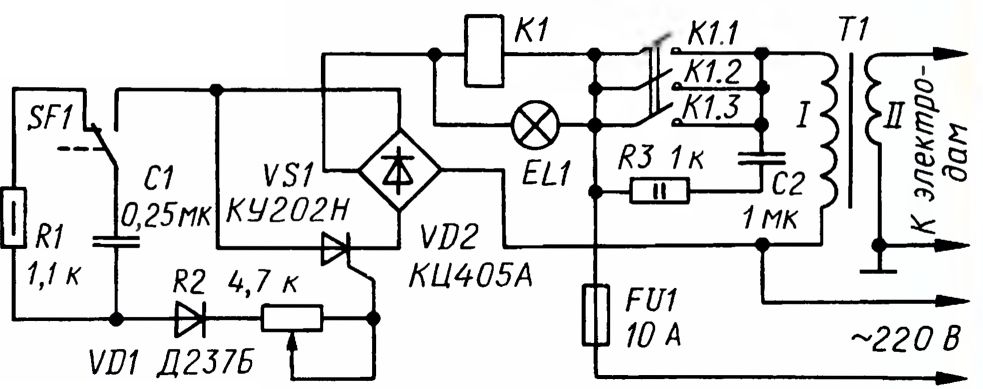
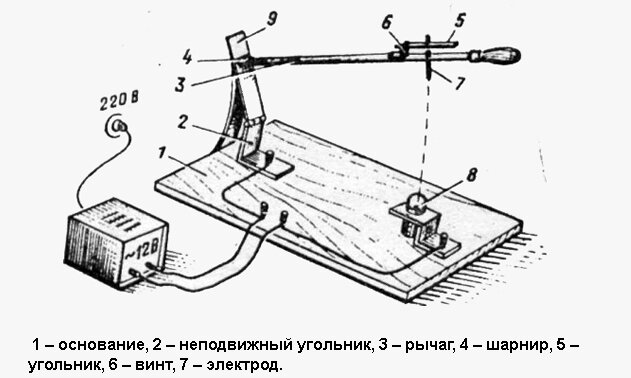
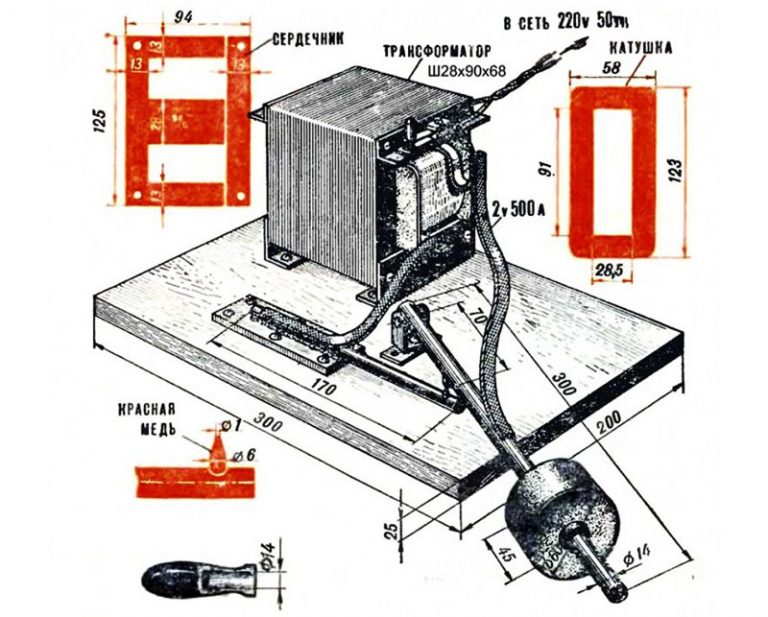
Схема сборки агрегата своими руками
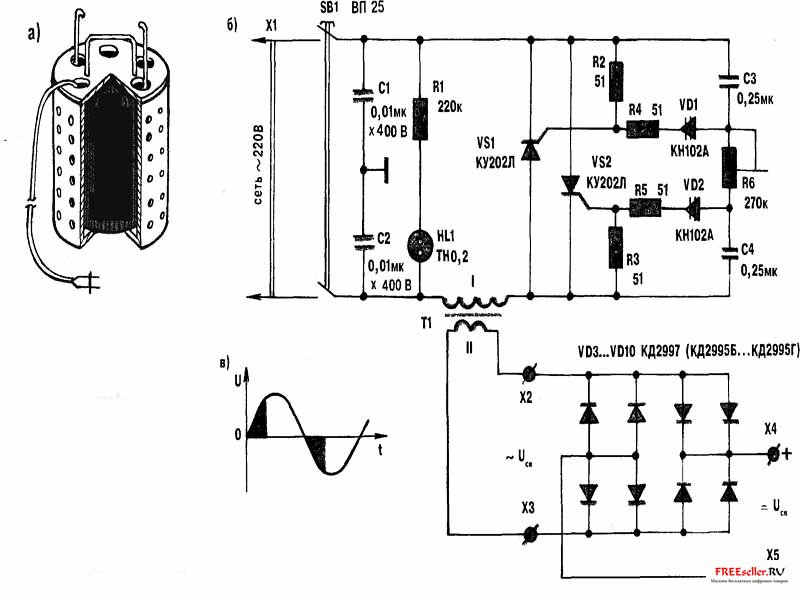
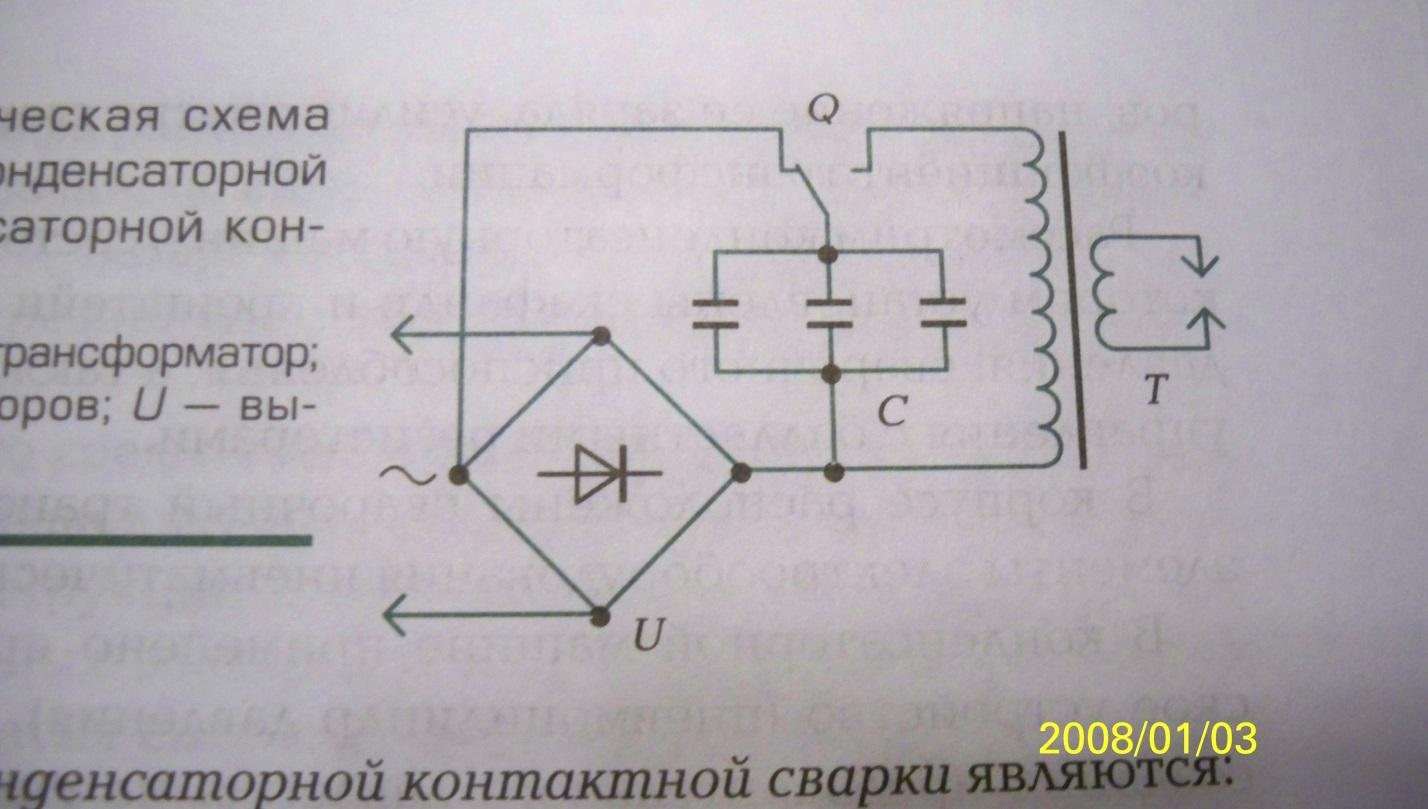
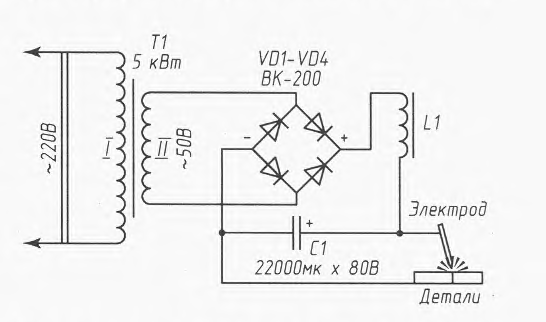
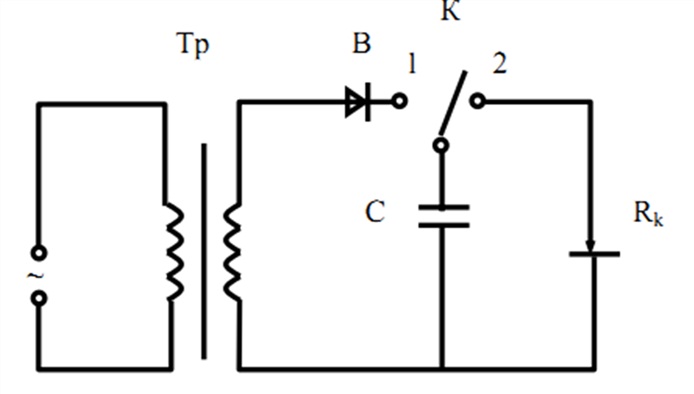
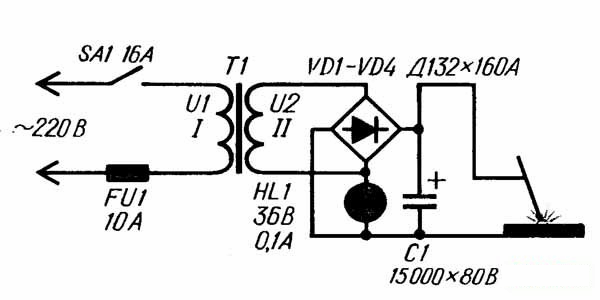
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
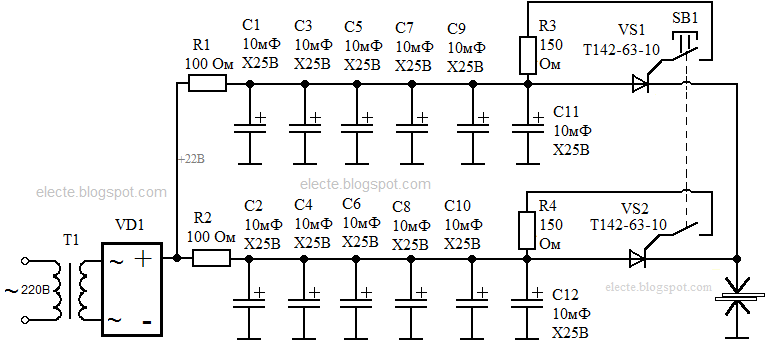
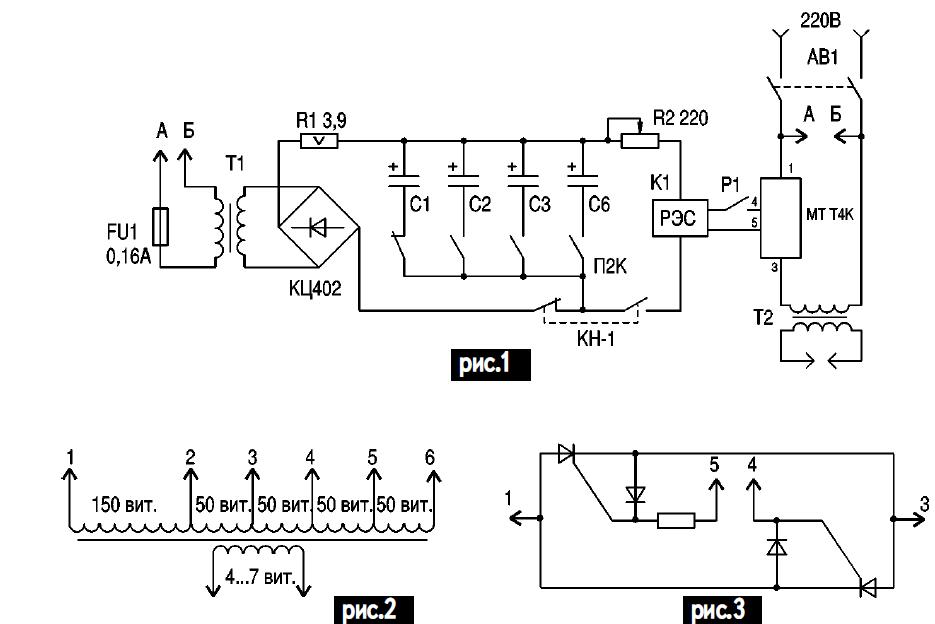
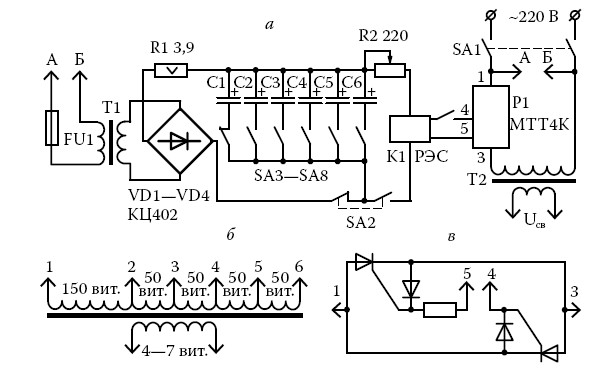
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции. Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
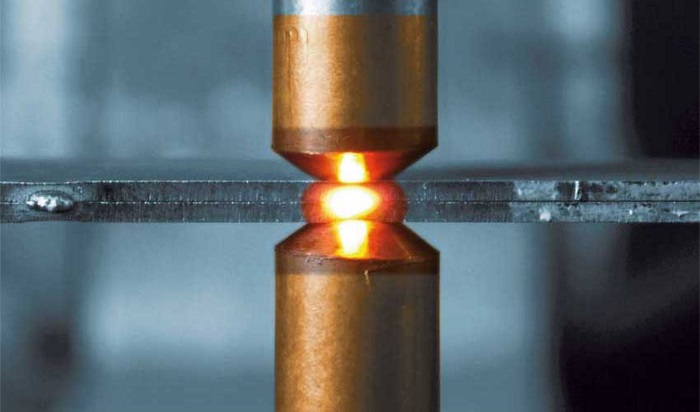
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
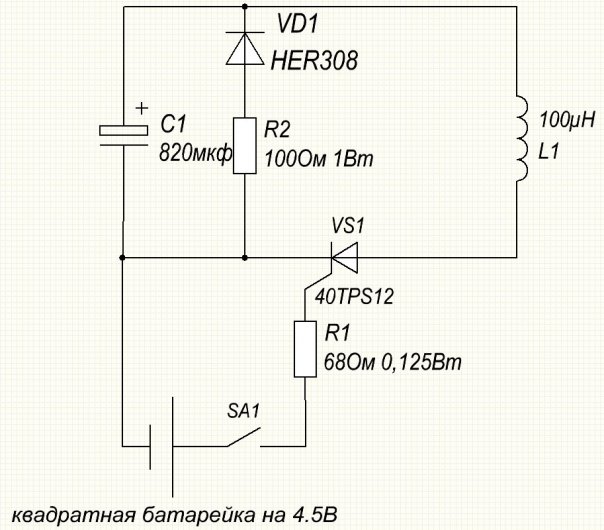
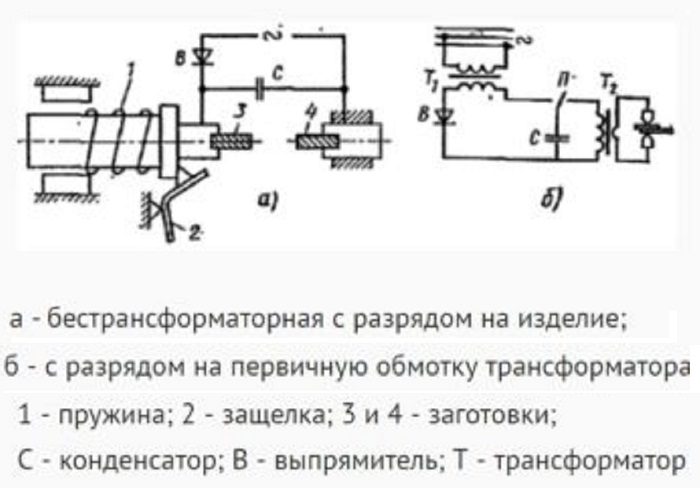
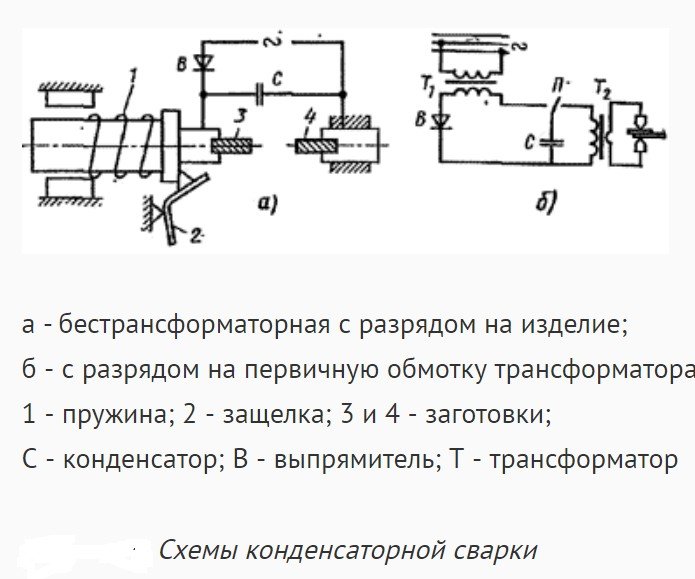
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
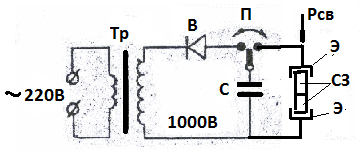
- 1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
- 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
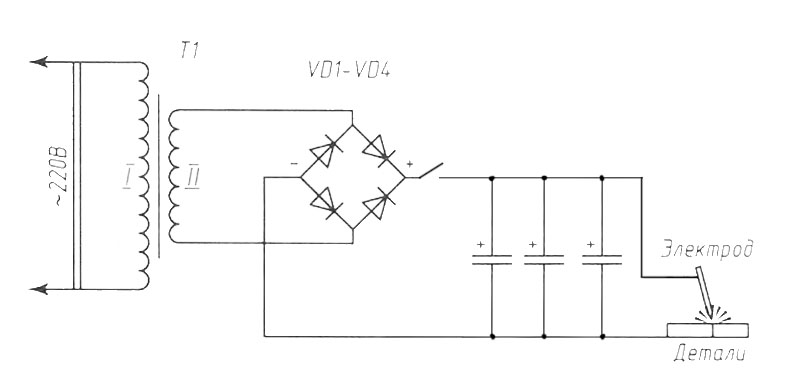
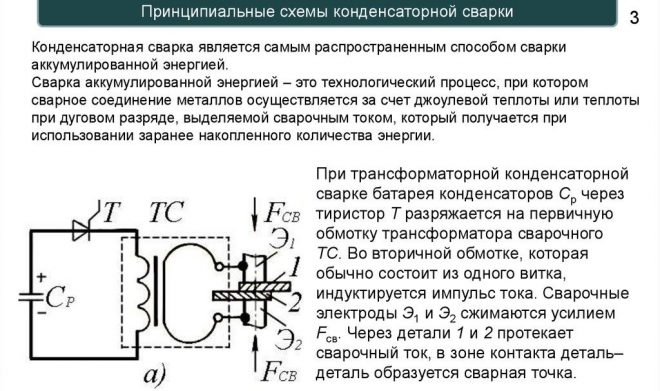
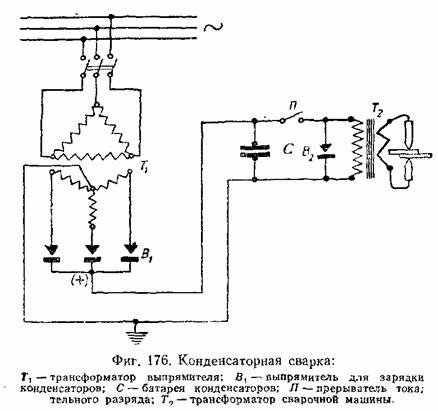
В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
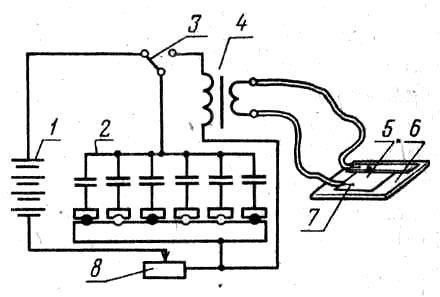
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
- напряжение зарядки – 1000 В;
- время сварки – 0,001 с.;
- ток сварки – 6000 А;
- емкость конденсаторных устройств – 1000 мкФ.
Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Особенности применения
Сварочный процесс посредством аккумулированной энергии рекомендуется выполнять для соединения тонких стержней или проволоки, имеющей разную толщину.
Точечный способ конденсаторной сварки применяется при создании приборов и изготовлении электротехники. Этот тип сочленения подходит для соединения толстых заготовок с тонкими деталями.

В промышленности с помощью точечного сварочного метода осуществляются следующие работы:
- крепление болтов, крючкообразных элементов, шпилек разного диаметра и так далее;
- соединение элементов часовых механизмов, кино- и фототехники;
- сварка различных сплавов;
- производство световой и оптической аппаратуры.
Шовный способ, являющийся роликовой сваркой, применяется для сочленения электронных приборов вакуумного типа с мембранами. Метод позволяет получить герметичный шов, отличающийся сплошной структурой. Этого достичь удается за счет производства соединения с перекрытием.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. заключается в следующем:
- В конденсаторах накапливается энергия в необходимом количестве.
- Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
- возможность производить сварку на высокой скорости;
- точность соединения элементов;
- высокий уровень экологичности;
- надежность соединения;
- долговечность сварочных устройств.
Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Разновидности
Склёпывание обоих участков случается благодаря сильному электрическому влиянию, которое накапливается в двухполюсниках, а сам процесс разделяется на три категории:
- контактная подразумевает плотное прижатие обеих заготовок, и соприкосновение электродов к необходимому месту. В результате касания на небольшое пространство предмета подаётся электроэнергия, температура которой способствует расплавке и будущему прикреплению. Относительно напряжения, оно равно 15 кА, и действует на протяжении 0,3 сек;
- ударная технология также рассчитана на присоединение обоих элементов, однако, подача электричества осуществляется при помощи кратковременного удара. Срок операций уменьшается до 1,5 м/с, что сокращает область плавления;
- точечная техника. В этой ситуации понадобится два медных контакта, которые касаются объекта с двух граней. Интенсивность тока достигает 10 кА, а скрепление изделий случается в точке прикосновения.
В первом случае воздействие электротока принимается на плоскость заготовки, а производиться склёпка путём подачи импульса с силой до 100 А, и в течении 0,005 сек. В определённых обстоятельствах ток имеет возможность достигать 1,2 кА и при напряжении в 60 В. Здесь продолжительность равняется 0,6 сек.
Во втором варианте разряд производится на вторичную обмотку, и с неё передаётся на место связи. Касательно параметров влияния можно сказать, что оно составляет 1 кВ, (на вторичном мотке 6 кА). Протяжённость всех изменений – 0,001 с.
Сферы применения
Конденсаторную сварку используют не только для сварки элементов аккумуляторов, приварки фурнитуры, но и многих других работ. Это экономичный процесс, поэтому им часто пользуются в домашних условиях. Особенно востребованной данная технология считается при ремонтных работах транспортного кузова.

Данный вид сваривания также нашел свое применение в радиоэлектронике при соединении изделий, которые не паяются обычным флюсом либо выходят из строя во время перегреваний. Активное применение данных видов аппаратов наблюдается во время сваривания и ремонта ювелирных изделий. Не обойтись без конденсаторов на предприятии, которое реализует шкафы коммуникаций, оборудование для лабораторий, пищевой, медицинской промышленности. Нередко эта такая сварка применяется во время постройки зданий, мостов и иженерных коммуникаций.


Точечная сварка конденсаторного типа используется в промышленности в следующих случаях.
- При сваривании болтов, гаек, крюков.
- Соединении металлов, не исключая цветные.
- Сваривании элементов из часов, фототехники.
- Процессе изготовления светового и оптического оборудования.
- При сборе элекроаппаратуры.

Технологические особенности
Технология, при которой место соприкосновения двух соединяемых металлов подвергается механическому усилию сжатия и последующему нагреву в результате пропускания электротока, называется контактной сваркой.
 Контактная сварка
Контактная сварка
Конденсаторная сварка (КС) представляет одну из разновидностей подобной технологии с использованием аккумулированной энергии. Основное её отличие – кратковременная подача тока на стык, обусловленная временем разряда конденсаторов.
Внимание! Источником энергии электрического тока, проходящего через место контакта, служат конденсаторы, имеющие большую ёмкость. Разряжаясь через сварочную зону, они расплавляют металлы
Время воздействия тока на шов минимизировано (до 3 мс), тем самым нагрев получается дозированный и максимально нацеленный на место контакта. Этим обеспечивается устойчивое качество соединения деталей в местах стыка.
Используемое оборудование
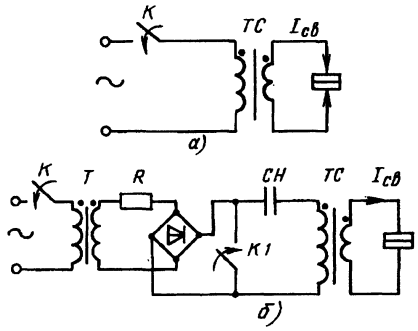
Существует деление установок на трансформаторные и безтрансформаторные модели. Наличие трансформатора позволяет регулировать напряжение заряда и ток разряда. Использование при разряде понижающего трансформатора даёт увеличение сварочного тока.
У безтрансформаторного оборудования свои плюсы: конструктивная простота и возможность образования теплового поля непосредственно в зоне сопротивления контакта (на плоскости). В этом случае импульс тока, доходящий до 100 А, действует на заготовки в течение 0,005 с. При необходимости токи увеличивают до 1,2 кА (при U = 60 V) и воздействуют на детали до 0,6 с.
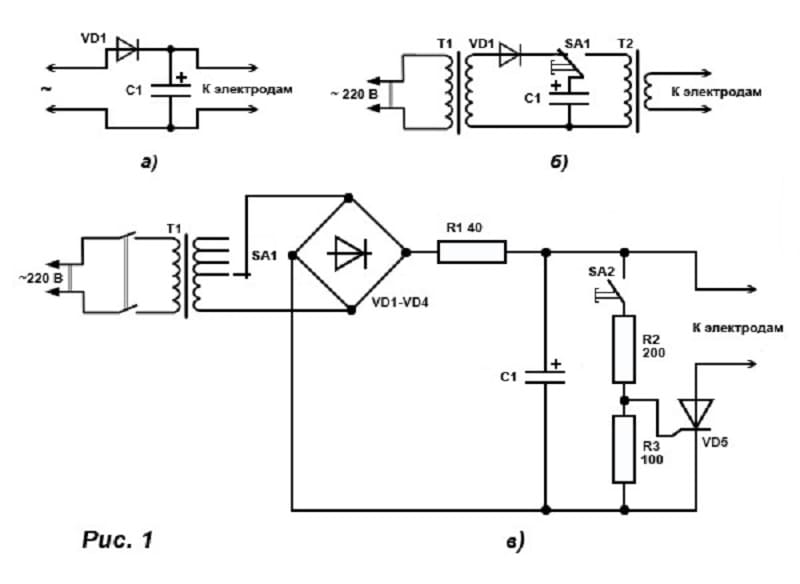
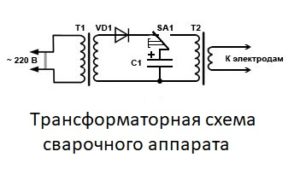
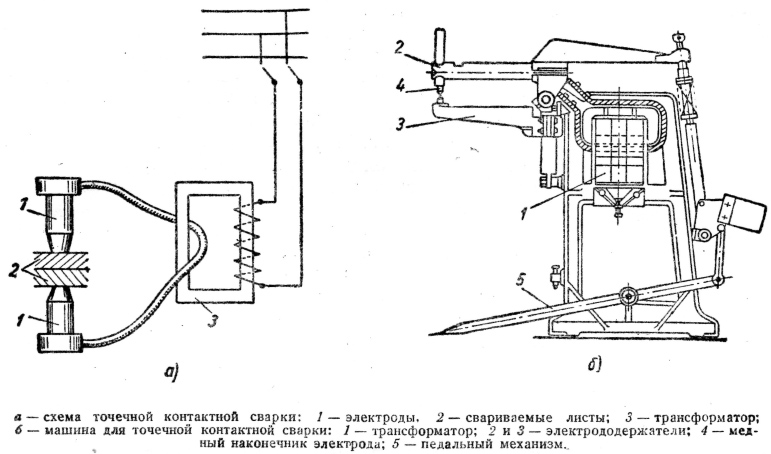
 Трансформаторная и безтрансформаторная схемы КС
Трансформаторная и безтрансформаторная схемы КС
Основные приёмы
Соединение двух металлов с помощью КС можно выполнять несколькими способами. К ним относятся следующие категории подобной технологии:
- точечная – применяется для сопряжения элементов, у которых большая разница в толщине материала (лист и шпилька), а также используется для выполнения электровакуумных электронных изделий и в точном приборостроении;
- шовная или роликовая – с помощью такой технологии соединяют мембраны и сильфоны, контактными электродами служат ролики, а место соединения являет собой сплошной шов;
- стыковая – разряд сначала оплавляет концы заготовок, потом их прижимают (метод оплавления), или ток подают в момент соприкосновения поверхностей (метод сопротивления).
Информация. Метод оплавления требует обязательного наличия выступа на привариваемых деталях. Это цилиндр диаметром 0,6-0,8 мм и высотой 0,55-0,75 мм. Такой выступ позволяет точно позиционировать место сварки и гарантировать устойчивую дугу горения по всей поверхности при разряде конденсатора.
Основные преимущества
К плюсам КС можно отнести следующие моменты:
- прочность места соединения;
- малая потребляемая мощность агрегатов;
- возможность автоматизации работы;
- большая производительность при простоте процесса;
- узкий сектор температурного воздействия;
- отсутствие всплесков нагрузки в сети питания при наличии больших сварочных токов.
Некоторые недостатки
Наличие специальных сварочных устройств и дополнительного оборудования, лимит на применение больших сечений могут вполне считаться минусами подобной технологии.
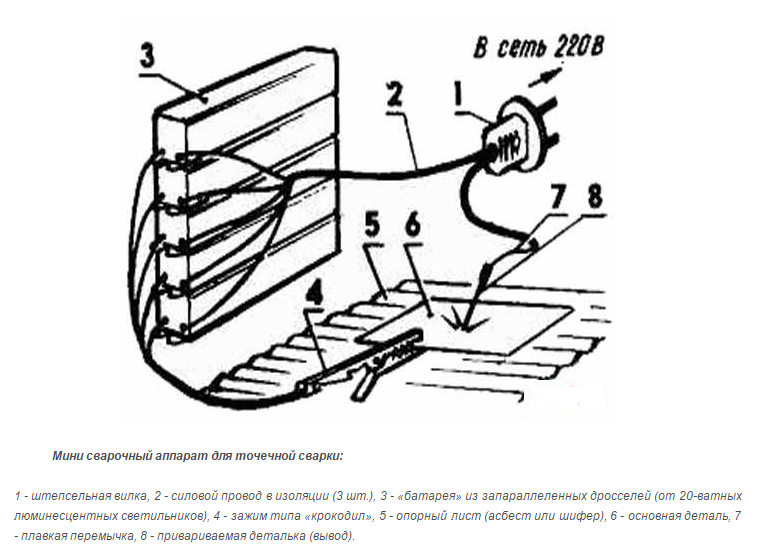
Как своими руками сделать устройство для сварки точечным способом?
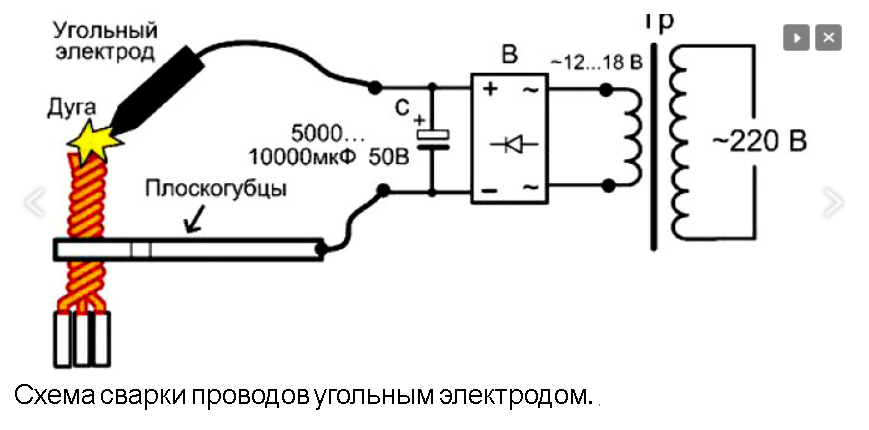
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Порядок дальнейших действий для изготовления сварочного аппарата
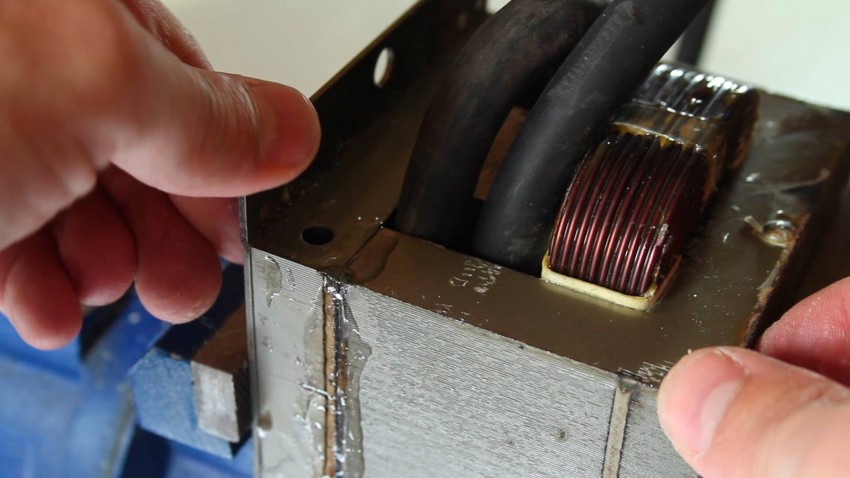
Удаляем с катушек всю вторичную обмотку
При этом важно не повредить первичную. Пронумеровываем каждую катушку, которую создаём
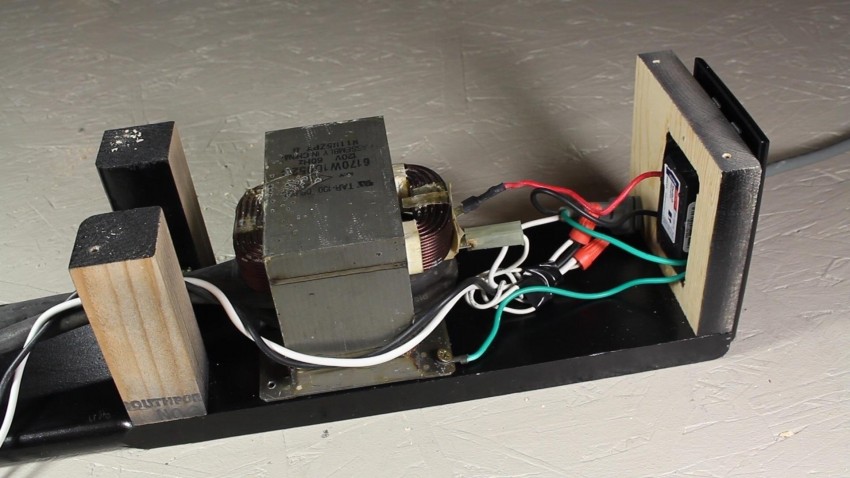
Нужны провода для сварочного аппарата, созданного своими руками. Для этого срединную катушку обматываем проводом, взятым с обмотки. На каждые 30 кругов выполняем десяток отводов. Обе катушки, которые находятся по краям, наполняем многожильным кабелем.
Делаем клемму. Используем медную трубу с диаметром в 10 миллиметров – одна сторона обжимает. Вторую надо расплющить и просверлить. Она понадобится для крепления.

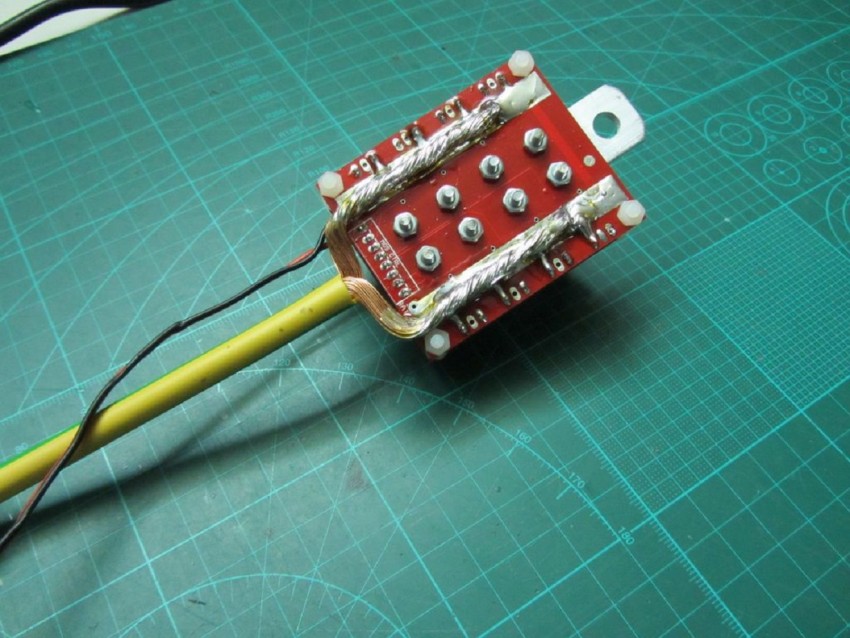
На трансформаторе заменяем крепёж на более мощный, крепим клеммы. Делаем плату для ПО. Она изготавливается из текстолита. Должно быть десять отверстий, и в каждое вставляется крепёж.
Такой полученный сварочный аппарат может питаться от 220 вольт. Для этого в завершение процесса обмотки с краёв параллельно соединяют. Среднюю также подсоединяют в эту цепь последовательно. Отводы устанавливают в клеммы изготовленной платы. Ток регулируем клеммами.
Изготовить сварочный аппарат можно и другими способами. Например, хорошо известно, что сварочный аппарат делают из автомобильных аккумуляторов. Для этого берут несколько аккумуляторов, последовательно их соединяют.
При объединении аккумуляторов нужно использовать очень надёжные зажимы.

Такой вид сварочного аппарата очень придётся кстати в полевых условиях. Его можно быстро создать самостоятельно. В дело могут пойти даже отработанные аккумуляторы (недействующие).
Нужно помнить о том, что аккумуляторы быстро нагреваются, поэтому, не получится очень долг их использовать. Кроме того, нельзя забывать о том, что из них при повышенных нагрузках быстро испаряется электролит и жидкость.
За счёт аккумуляторных батарей достаточно практичным свойством является то, что такой аппарат можно поставить на зарядку на ночь. Утром он будет готов к использованию.



Как выглядит схема инверторной сварки
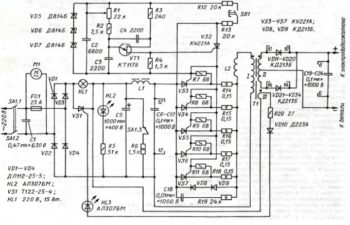
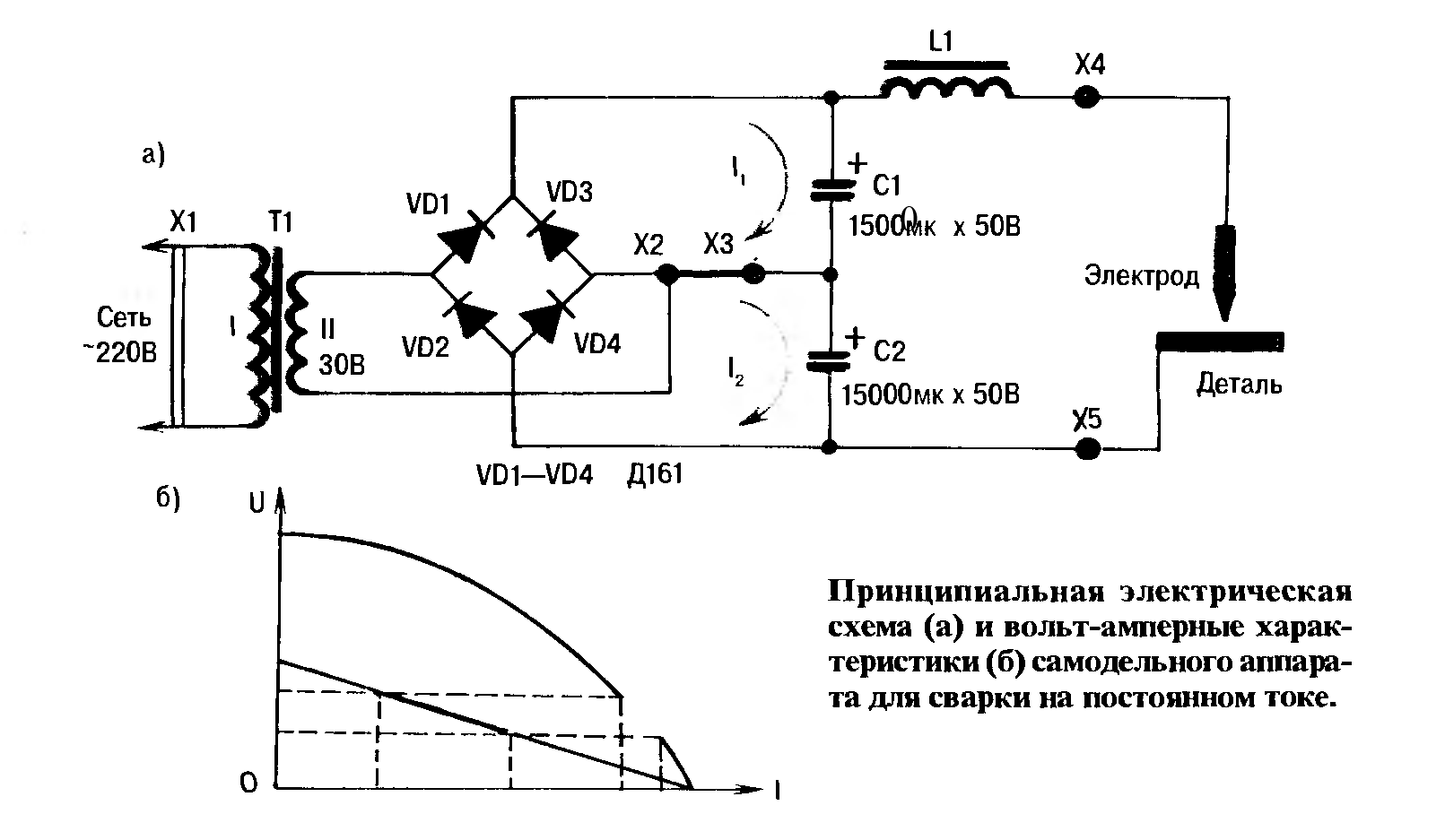
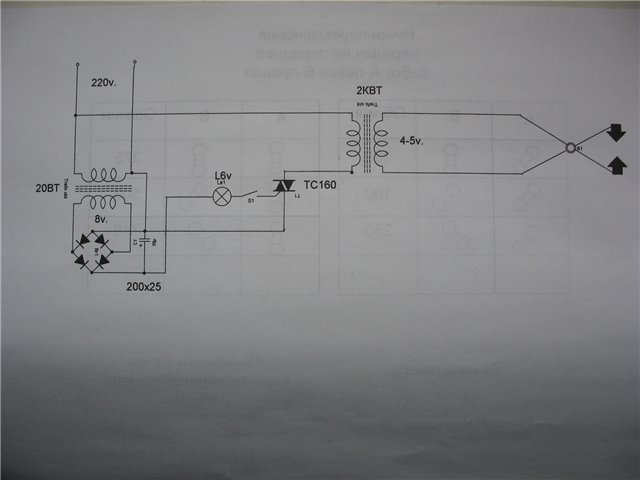
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
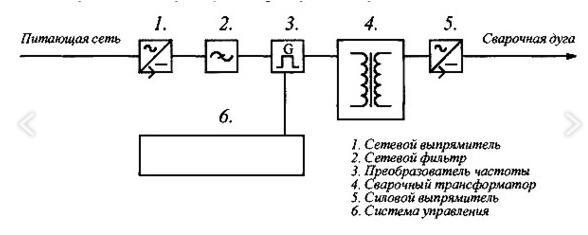
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
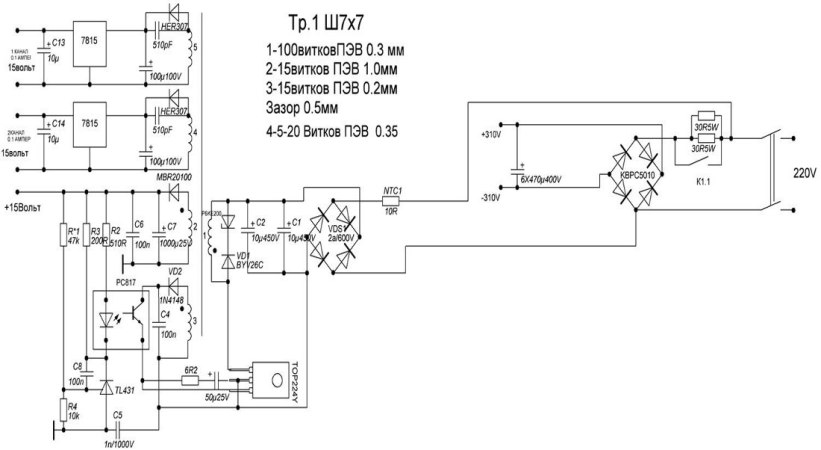
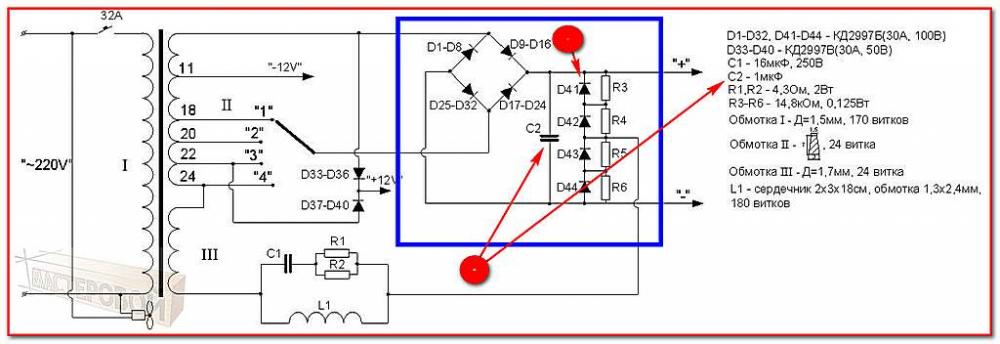
Схема блока питания инверторной сварки
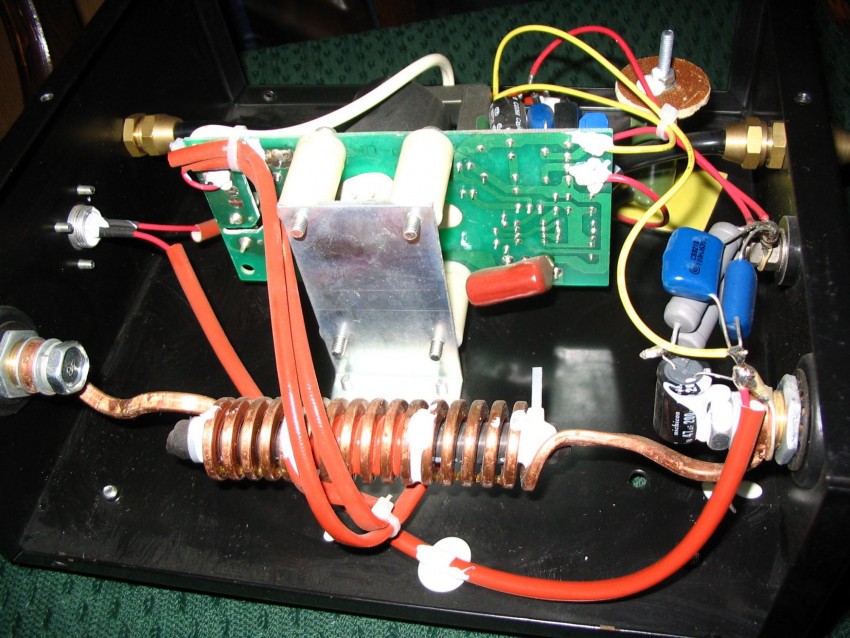
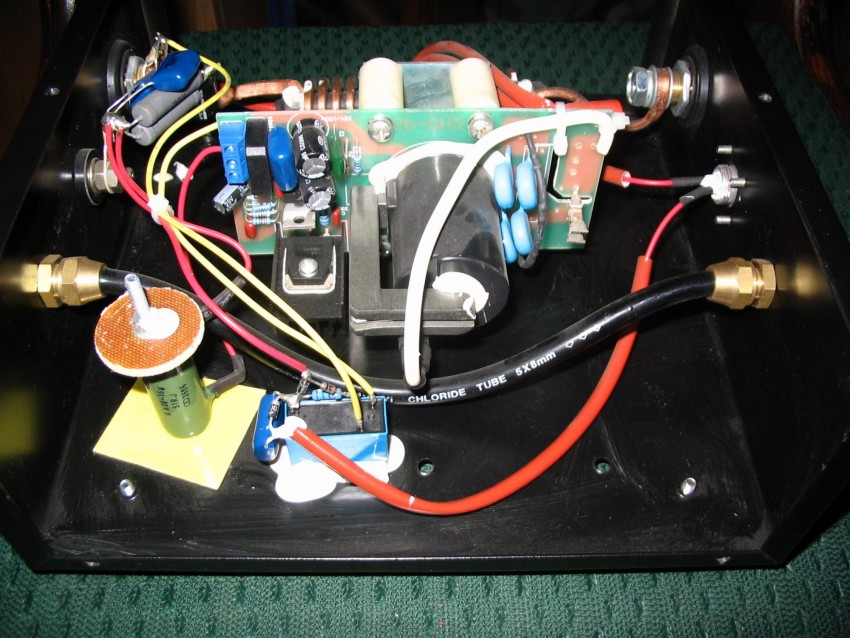
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли
Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
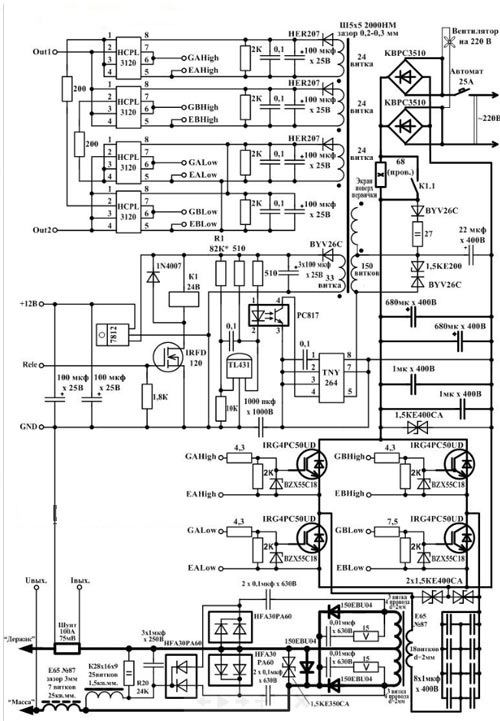
Схема силовой части инверторной сварки