- Легкоплавкий флюс для пайки
- Хранение
- Состав и физико-химические свойства
- Соляная и фосфорная кислота
- Жирный флюс
- Общие правила применения
- Изготовление своими руками
- Недостатки
- Использование подручных средств
- Что необходимо знать о флюсе
- Основные функции и свойства
- Требования к флюсам
- Удаление остатков
- Тугоплавкие флюсы
- Водные растворы и подручные средства
- Аспирин и лимонная кислота
- Функции и основные свойства
- Этапы пайки медных труб
- Спирт, глицерин, канифоль
- На основе спирта
- Как правильно выбрать флюс
- Лучшие заменители
- Самостоятельное приготовление
- Специализированные жидкие флюсы
- Как паять?
- Хранение
- Особенности применения и пайки с паяльной кислотой
- Флюсы для обработки микросхем
- Особенности легкоплавких флюсов
Легкоплавкий флюс для пайки
Мягкие флюсы плавятся при температуре не более 400ºС. Они создают мягкий, эластичный и достаточно прочный шов.
Легкоплавкие флюсы делятся на такие категории:
Флюс для пайки и легкоплавким припоем.
- Свинцово-оловянные.
- С низким содержанием олова.
- Сверхлегкоплавкие.
- Специальные.
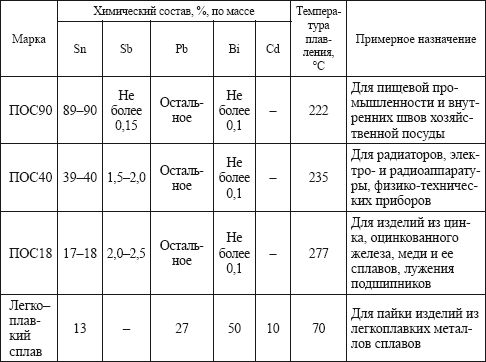
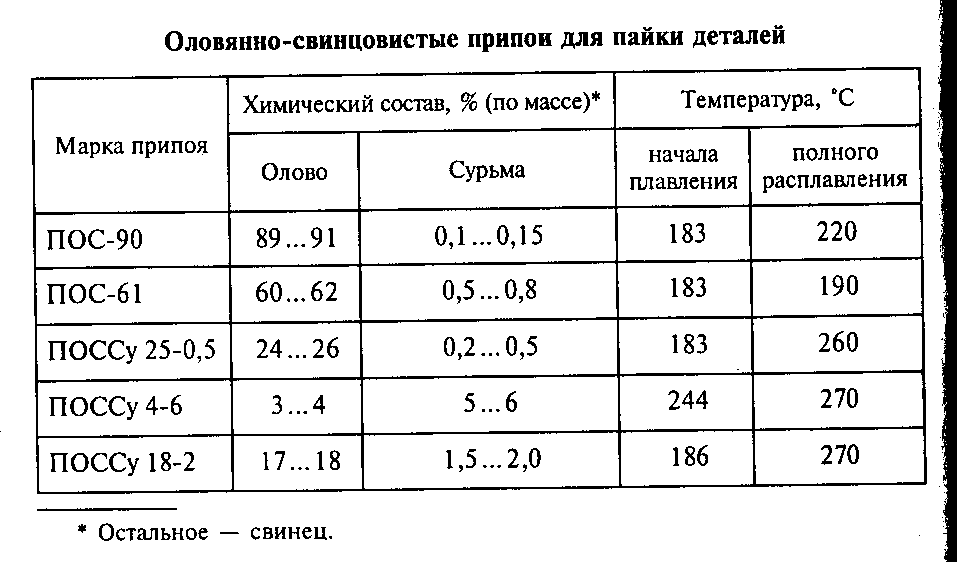
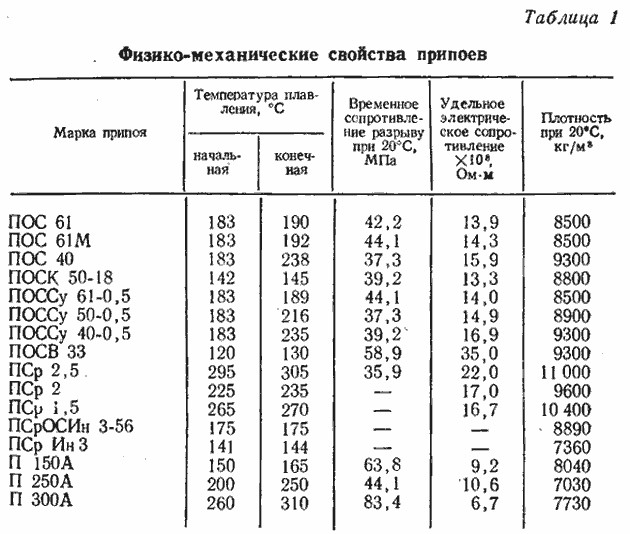
Лучшим припоем считается олово, однако его крайне редко используют в чистом виде. Данный материал дорогой, поэтому чаще всего применяют оловянно-свинцовые припои. Соединения получаются прочными и плавятся при температуре 180-200ºС.
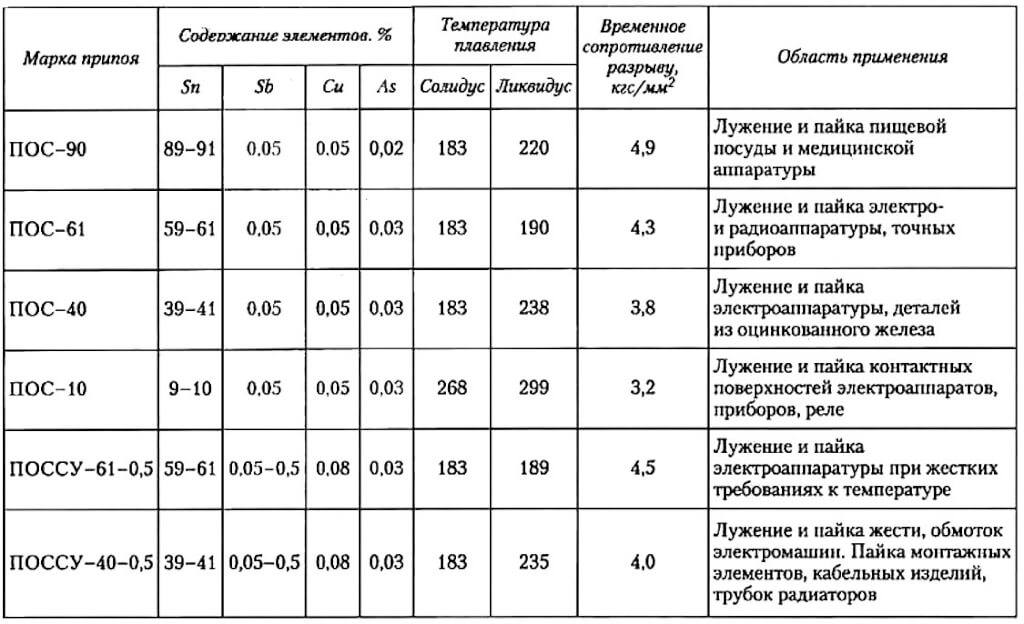
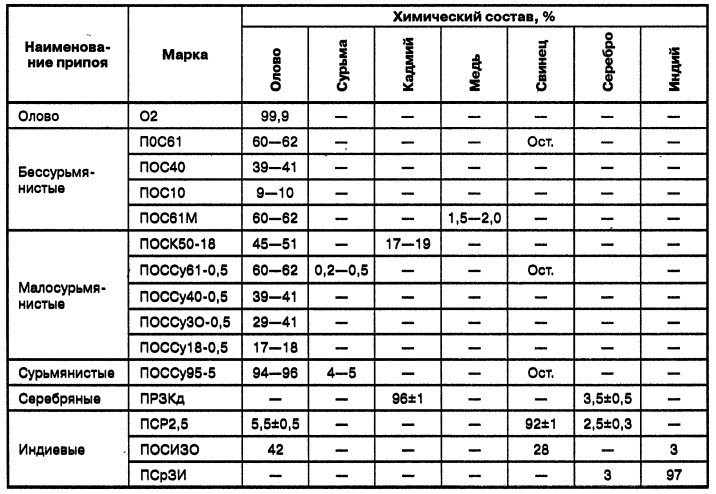
Оловянно-свинцовый припой обозначают так: ПОС-40, ПОС-60. Буквы являются аббревиатурой названия флюса, а цифры указывают процентное содержание олова. Данные припои содержат в себе небольшое количество сурьмы: 3-5%. Эти флюсы применяют для неответственных соединений, которые не подвержены вибрациям и нагрузкам.
Бессвинцовый флюс с малым содержанием олова применяют при пайке контактов малых электрических схем. Процесс должен происходить при температуре не более 300 ºС.
Сверхлегкоплавкие флюсы переходят в жидкое состояние при температуре от 60 до 145ºС. Их используют для ручной пайки очень деликатных деталей. Данные соединения не обладают высокой прочностью, так как их применяют чаще всего для повторного процесса.
Специальные припои готовят в частных случаях, когда необходимо получить совместимость свойств с основным материалом. В качестве таких материалов выступают составы, не поддающиеся пайке: никель, алюминий, низкоуглеродистая сталь, чугун.
Например, для пайки алюминия готовят припой, который на 99% состоит из олова. Для хорошей диффузии в смесь добавляют небольшие примеси буры, цинка и кадмия.
Хранение
Наиболее распространенные флюсы на спиртовой основе обычно обладают жидкой консистенцией. Поэтому нуждаются в хранении в тщательно закупоренной, герметичной таре. В противном случае происходит потеря их основных свойств и даже полное испарение.

Флюс-паста для пайки также нуждается в хранении в закрытой емкости. Оптимальными условиями для такого флюса является помещение с низким уровнем. Несмотря на то что паста не поглощает влагу из окружающей среды, существует опасность конденсации влаги на стенках емкости и поверхностях, расположенных поблизости.
Хранить флюс-гель для пайки рекомендуется вдали от огнеопасных веществ, предметов и источников открытого огня, так как большинство флюсов данной категории отличаются хорошей воспламенимостью. При этом температура хранения должна составлять не ниже 10 и не более 25 градусов Цельсия.
Состав и физико-химические свойства
Ортофосфорная кислота имеет формулу Н3РО4, которая состоит из самого фосфора и диэтиламида. Пропорции могут быть различными от требуемой концентрации, в большинстве случаев используется соотношение 1 к 4. Существует разновидность кислоты с примесями цинка соотношениями 1 к 2 частям раствора.
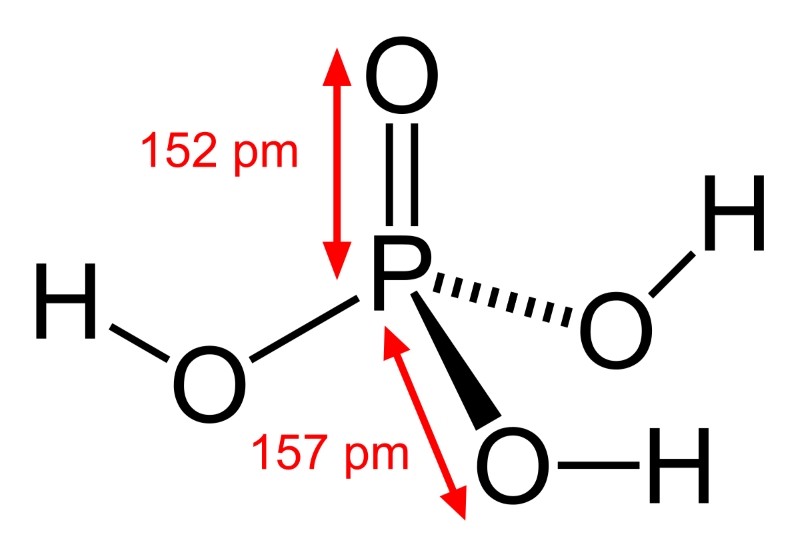
Формула ортофосфорной кислоты
Основные свойства материала подразумевают агрессивность. Активное взаимодействие происходит с любым материалом, этот факт требует бережного отношения к соединениям. Во время работы необходимо придерживаться особых правил, т.к. может произойти положительный либо отрицательный вариант. Жидкая форма позволяет проникать составу в труднодоступные места, достигать высокой прочности спаивания. Основными видами паяльной кислоты являются растворы, так как 100% концентрация не позволит производить работы с большинством металлов.
Соляная и фосфорная кислота
Очень эффективный флюс получается, если растворить в соляной кислоте гранулы цинка. Для этого концентрированную кислоту нужно разбавить в равных долях с водой и залить этим раствором гранулы, помещенные в стеклянную посуду. Для полного растворения потребуется цинк из расчета 412 г на 1 л соляной кислоты.
Процесс растворения будет сопровождаться бурным выделением водорода из кислоты, поэтому приготовлением лучше заниматься в помещениях с очень хорошей вентиляцией и вдали от открытого огня.
При помощи полученного из соляной кислоты флюса успешно паяют стальные заготовки. Если в раствор добавить нашатырь (столько же, сколько цинка), то использовать такой состав можно при пайке совершенно любых металлов и сплавов.
Хороший флюс – фосфорная кислота. Ее используют при и нержавеющей стали.
Жирный флюс
Известная поговорка «Клин вышибают клином» может быть дополнена паяльной версией – «Жировая пленка удаляется жировым флюсом». Это не выдумка автора, поскольку далее показано изображение баночки с паяльным жиром. Но жир этот получен из нефти. И он жирных пятен не оставляет. Его роль – это связующая основа, среда в которой равномерно распределены хлориды, фосфаты или прочие соли. Канифоль, которая сама по себе эффективный флюс, также присутствует в виде порошка.
Именно эти компоненты справляются с окисными, а также настоящими жировыми пленками, определяя активность или нейтральность паяльного жира. А вазелиновая, стеариновая или парафиновая основа эффективно изолирует от воздуха место пайки. При этом температура припоя и жала не приводят к быстрому расходу флюса или появлению сажи. А частицы ржавчины или мусора отрываются от металла и всплывают на поверхность расплава.
- Не применяется для пайки печатных плат и металла, закрепленного на пористых диэлектриках.
- Существует марка для пайки алюминия и его сплавов.
- Смывается растворителями или бензином.

Паяльный жир
Паяльный жир
Некоторые марки паяльных жиров
Общие правила применения
 Для пайки обычно используется оловянно-свинцовый припой (ПОС). В составе его основным компонентом всегда служит олово, а свинец добавляется в пропорции, в зависимости от которой припой приобретает необходимые для пайки свойства.
Для пайки обычно используется оловянно-свинцовый припой (ПОС). В составе его основным компонентом всегда служит олово, а свинец добавляется в пропорции, в зависимости от которой припой приобретает необходимые для пайки свойства.




Свинец делает материал более мягким и текучим, в то время как олово обеспечивает прочность застывшего стыка.
Несмотря на наличие свинца, текучести часто недостаточно, чтобы преодолеть силы поверхностного натяжения в капле припоя и при малой величине сцепления с поверхностью металлов припой остается в форме капли, не желающей прилипать к деталям.
Если предварительно поверхности очистить от окислов, то сила сцепления превысит силы поверхностного натяжения и припой растечется по поверхности, обеспечивая хорошую адгезию, то есть прилипание.
 Для очистки поверхности ее механически зачищают при помощи напильника или наждачной бумаги и наносят паяльную кислоту. Наносить ее можно маленькой кистью из натуральных материалов или при помощи небольшой лопатки.
Для очистки поверхности ее механически зачищают при помощи напильника или наждачной бумаги и наносят паяльную кислоту. Наносить ее можно маленькой кистью из натуральных материалов или при помощи небольшой лопатки.
Часто состав содержится в пластиковых бутылочках с дозаторами, которыми удобно пользоваться. Флюс должен покрыть всю поверхность, предназначенную для пайки, иначе припой не будет хорошо прилипать к ней.
Во время контакта разогретого припоя с поверхностью, паяльная кислота испаряется, но ее присутствие уже не требуется. После того как припой нанесен, он сам выполняет защитную функцию, препятствуя окислению. Этот процесс называется лужением.
Лужению подлежат обе спаиваемые заготовки. После лужения можно легко соединить их, нанеся дополнительно припой на место стыка.
Конечно же, при пайке паяльником, инструмент тоже должен быть чистым и жало, сделанное из меди, не должно содержать пленок окислов. Для этого предварительно жало тоже необходимо облудить, обмакнув его разогретым в паяльную кислоту и нанеся на него припой.
Изготовление своими руками
При наличии некоторых знаний и подручных материалов, возможно изготовить паяльную кислоту в домашних условиях. Набор ингредиентов не велик, их можно приобрести в хозяйственном магазине:
- соляная кислота в чистом виде;
- кусковой цинк, который реализуется отделом химических реактивов, если не представляется возможности приобрести, аккуратно раскрывается пальчиковая батарея;
- емкость из стекла или керамического материала.
Паяльная кислота изготавливается своими руками определенной последовательностью. Необходимо заполнить емкость кусками цинка, затем заполнить соляным раствором. Действия производятся в хорошо проветриваемом помещении, при попадании раствора на кожу, необходимо сразу же промыть проточной водой. После, изготовления масса, переливается в герметичную емкость для правильного хранения.
Недостатки
Кроме положительных сторон, имеются и некоторые недостатки, способные ограничить использование химического элемента:
- Категорически запрещается использовать кислоты при работе с радиосхемами, мелкой электроникой. Свойства некоторых составов таковы, что происходит разрушение дорожек при обработке и нарастании новых токопроводных элементов.
- Срок хранения занижен, по причинам летучести газов, поэтому приобрести с запасом данные флюсы не получится. К условиям хранения также поставлены требования, не соблюдение которых может привести к порче материала;
- Состав вреден для человека при вдыхании, попадании на кожу. Рекомендуется использовать средства индивидуальной защиты при массовых работах, пайку производить в хорошо проветриваемом помещении.
Использование подручных средств
Из подручных средств, чтобы запаять алюминий, применяют такие, как:
- Ацетилсалициловая и лимонная кислоты – таблетку аспирина или пакетик лимонной кислоты растворяют в 150-200 г. воды и используют полученный раствор в качестве простейшего жидкого флюса;
- Масло для смазки швейных машинок – с помощью масляной пленки очищенный механически участок рабочей поверхности детали защищают от образования пленки оксида.
 Масло И-20 для швейных машинок
Масло И-20 для швейных машинок
Таким образом, разобравшись в том, как просто спаять алюминий в домашних условиях, можно не только заделывать пробоины в старых кастрюлях и ведрах, но и заниматься дома или в гараже полноценным бизнесом по ремонту автомобильных радиаторов, батарей отопления, двигателей.
Что необходимо знать о флюсе
Флюс – это вещество, которое облегчает процесс пайки. Оно удаляет окислы до спаивания деталей и во время лужения. Из-за высоких температур пайки реакция окисления ускорятся, и оксидный слой появляется быстрее на спаиваемых поверхностях. Флюс уменьшает этот процесс, а также смачивает поверхность, благодаря чему появляется эффект «поверхностного натяжения» и припой легче распределяется.
Выбор паяльной станции, как и поиск необходимого флюса для работ напрямую зависит от того, какую именно вы преследуете цель.
Например, для радиолюбительства подойдут низкобюджетные материалы. А вот для ремонта необходимо использовать безотмывочные вещества, тем более если дело касается BGA пайки.
Основные функции и свойства
Перед пайкой на контактах присутствуют окислы. Так как контакты состоят из металла они окисляются в окружающей воздушной среде. Этот химический процесс протекает постоянно, если поверхность металла не защищена каким-либо слоем лака или иного изолятора от воздуха.
Чтобы надежно и качественно припаять контакты друг к другу их необходимо предварительно залудить припоем. С этого этапа начинается одна из главных и ключевых функций флюса.
Основные функции флюса:
- быстрое удаление окислов с контактов при пайке
- создание поверхностного натяжения при нанесении припоя на поверхности пайки
- дополнительная защита места припаянного контакта от окружающей среды (воздуха или попадания влаги, антикоррозийность)
Параметры и свойства:
- остаточные эффекты (нужно отмывать остатки флюса или нет)
- сопротивление (Ом)
- рабочая температура
- форма вещества (пастообразная, жидкая или твердая)
- выбросы при работе
- стоимость
Как мы можем заметить, этих факторов очень много. Например, форма флюса играет важную роль при выполняемой работе. Жидкая канифоль намного практичнее твердой, если вам необходимо сделать пайку несколько десятков проводов. А вот пастообразный флюс при тонкой работе выигрывает у всех. Он не сильно растекается, его удобно дозировать. Однако использовать подобный флюс для пайки проводов не стоит, это экономически не выгодно.
Требования к флюсам
Так как флюсы имеют разные химические составы и предназначение, то и требования к ним могут быть разные. Например, для безотмывочных флюсов категорически не приемлема кислота. В некоторых отраслях электроники, таких как системы безопасности, медицинская и военная техника главные параметры — это их устойчивость во время эксплуатации к различным внешним факторам. И качество пайки это один из факторов надежности устройства. Особенно, если это касается SMD компонентов и BGA микросхем.
Удаление остатков
Для чистки платы после пайки отлично подходят такие средства, как бензин «Калоша», изопропиловый спирт и Flux Off.
Чистку можно делать только в проветриваемом помещении!
Используйте небольшую баночку с маленьким отверстием (или дозатором) для хранения бензина, чтобы не приходилось постоянно открывать и закрывать бутылки. Например, можно использовать бутылочку от перекиси водорода.
Достаточно будет наклонить емкость и небольшой дозировкой очищающего средства пройтись по электронной плате.





Плату удобно чистить при помощи ватных палочек, дисков или обычной зубной щеткой.
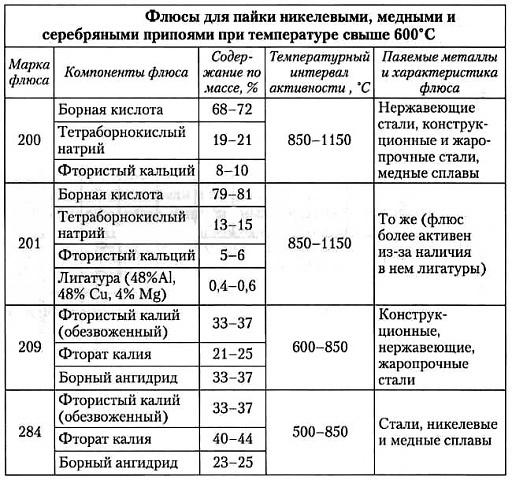
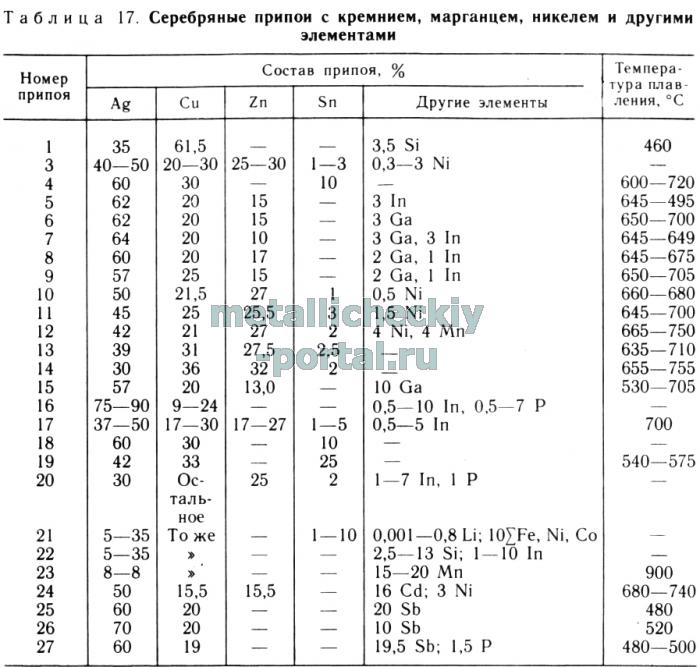
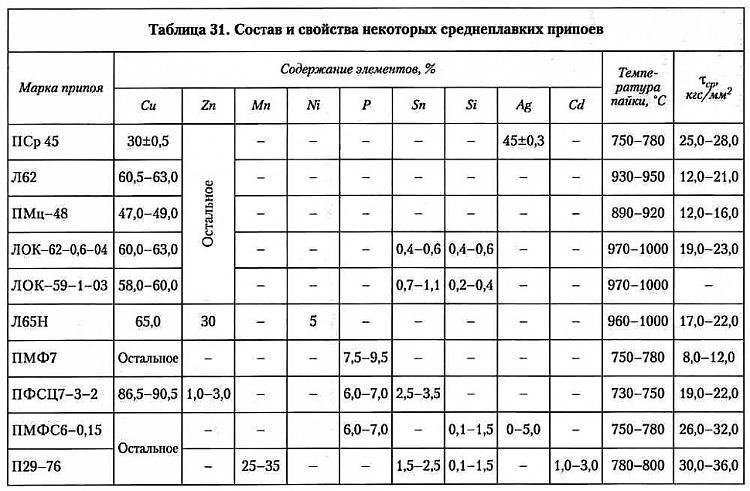
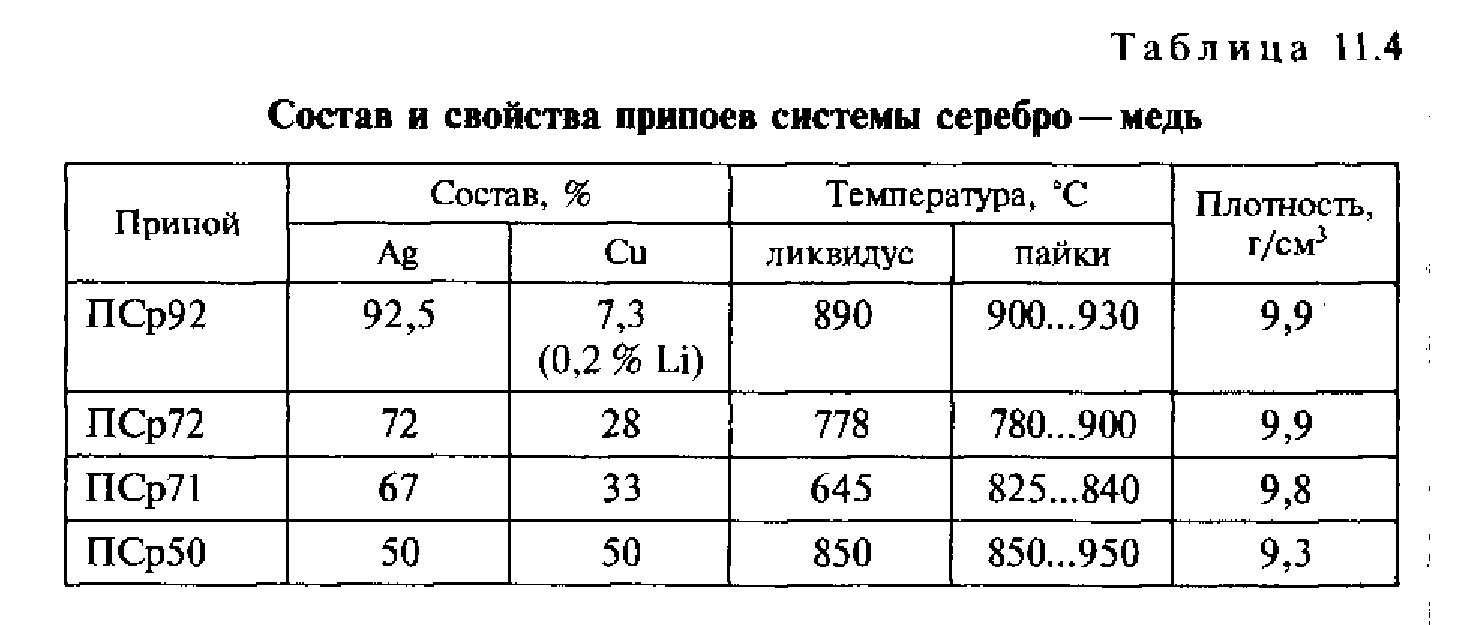
Тугоплавкие флюсы
Твёрдые припои применяются для соединения тех швов, которые подвержены различным перепадам температурного режима, вибрациям, ударам и нагрузкам.
Плавиться они начинают при температуре более 400 градусов. Они имеют следующие разновидности:
- Чистая медь.
- Серебро.
- Фосфорно-медные сплавы.
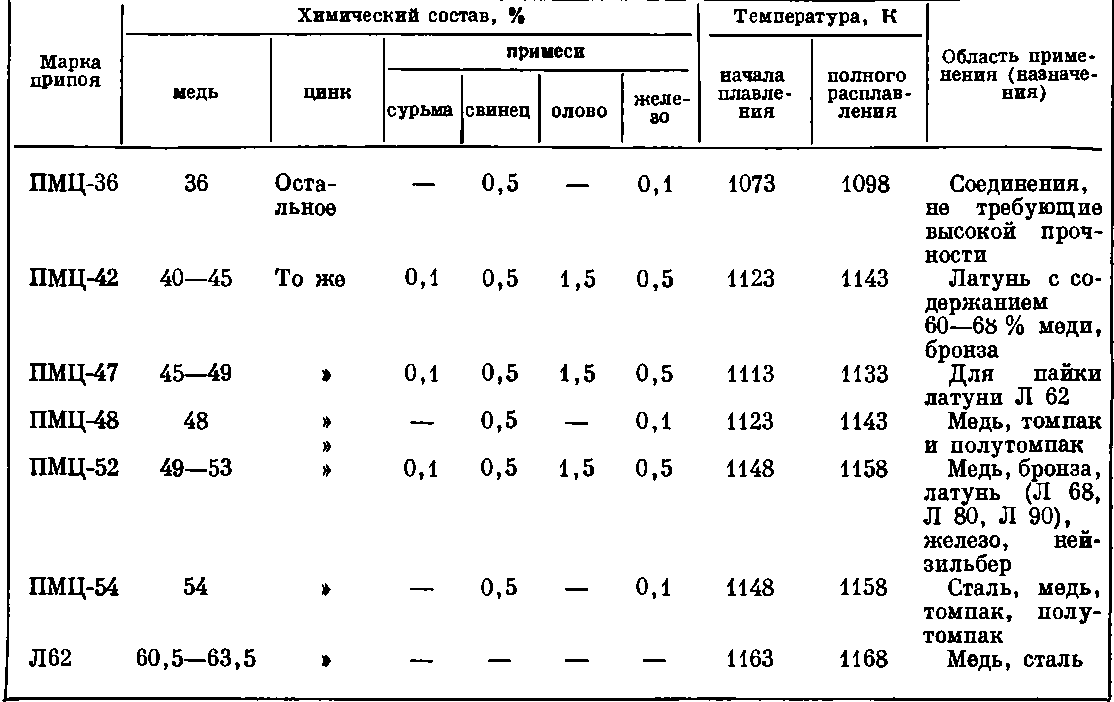
- Медно-цинковые сплавы.
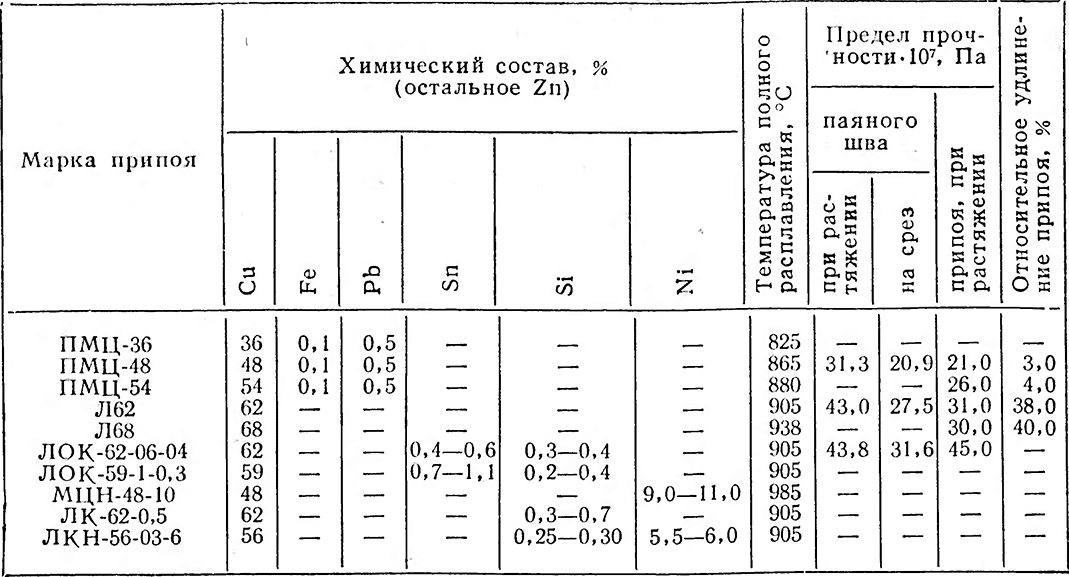
 Нужно заметить тот факт, что не очень часто применяются сплавы меди с цинком. Связано это с тем, что стоимость их высокая, а качество шва не очень надёжное. Такой вид припоя можно заменить бронзово-цинковым сплавом или латунью.
Нужно заметить тот факт, что не очень часто применяются сплавы меди с цинком. Связано это с тем, что стоимость их высокая, а качество шва не очень надёжное. Такой вид припоя можно заменить бронзово-цинковым сплавом или латунью.
Медно-фосфорный сплав можно применять для пайки элементов из латуни, бронзы или меди, которые нагрузкам подвержены не сильно. А ещё этим составом заменяют дорогостоящий серебряный припой.
Нельзя использовать твёрдые флюсы при пайке низкоуглеродистых сталей и чугуна, так как при нагревании железа с фосфором или медью образуются хрупкие элементы, вследствие чего шов разрушается.
Водные растворы и подручные средства
Если во всех предыдущих флюсовых растворах базовым являлось жидкое органическое вещество, то состав с аббревиатурой ФИМ радует возможностью приготовления на воде.
К воде нужно добавить 16% ортофосфорной кислоты с плотностью 1,7 г/мл и 3,7% этанола. Флюс применяют для пайки стальных, медных сплавов, драгоценных металлов. Промывать рабочую зону по окончании следует водой.
Можно приводить еще много составов с разными пропорциями компонентов. Способы приготовления зависят от конкретных рабочих потребностей и условий пайки.
Если появилась срочная нужда спаять что-то на удаленной даче, где вообще ничего купить невозможно, то пригодятся экстремальные советы. Например, растворить аспирин в одеколоне или нашатырь в глицерине.
Можно использовать салициловый спирт, фруктовый сок (в нем есть природные кислоты) и растительное (желательно оливковое) масло. Конечно, на детали образуется налет, нагар, но, в крайнем случае, эти советы помогут выйти из положения.
Специалисты по пайке часто готовят флюсы самостоятельно, поэтому рецептов составления растворов довольно много. Однако всегда моно купить готовые препараты. Производители поставляют их на рынок с избытком.
Аспирин и лимонная кислота
Для изготовления флюса можно использовать любые вещества, обладающие хорошими растворяющими и антиокислительными свойствами.
 Это могут быть:
Это могут быть:
- спирты;
- кислоты;
- растительные и животные масла.
Простейший флюс готовят, растворив таблетку или порошок ацетилсалициловой кислоты в воде. Ацетилсалициловая кислота есть в аптечке почти в каждом доме (это самый обычный дешевый аспирина). Растворять таблетки или порошок необходимо до тех пор, пока не исчезнет осадок.
 Применяют также порошок лимонной кислоты (белые гранулы).
Применяют также порошок лимонной кислоты (белые гранулы).
Встречаются советы использовать лимонный сок, однако он довольно слаб, поэтому эффект от его использования будет малозаметным.
При пайке аспирином или лимонкой выделяется много газа, поэтому помещение, в котором с ними работают, должно быть оборудовано вытяжкой или хорошо проветриваться.
Функции и основные свойства
Воздух – это агрессивная среда для большинства металлов. Кислород и примеси прочих веществ реагируют с ними с образованием поверхностных пленок. Даже такой благородный металл как серебро, подвержен этому воздействию. А нагрев существенно активизирует химическое взаимодействие металлов. Поэтому, чем ниже температура плавления твердого флюса, – тем лучше. Он, расплавившись в месте пайки, изолирует поверхность от доступа воздуха.
Но на ней могут быть либо окисная, либо жировая пленка. Если было прикосновение рукой к месту пайки, велика вероятность появления этой пленки. Потому ее удаление – это еще одна функция флюса. Чем слабее он растворяется в металле и лучше растекается, смачивая место пайки, тем выше ее качество. Твердый флюс при пайке нагревается и разжижается. Но при этом температура должна быть такой, чтобы припой расплавился, а флюс не стал сажей.
Поэтому при пайке необходимо основываться на оптимальном соответствии флюса и припоя. Важен не только сам процесс, но и его последствия. После завершения процесса место соединения всегда очищается тем или иным способом. Твердый флюс сначала соскребают. Затем место пайки протирают тампоном, смоченным соответствующим растворителем. Существует вероятность того, что удаление получится неполным даже при использовании жидкого флюса
Поэтому важно, чтобы он не вызвал коррозию в этом месте
Но все зависит от решаемой задачи. В некоторых случаях качественное соединение можно получить, используя нейтральный флюс. Но бывает и так, что без активного соединения с кислотными свойствами пайка не получается. Нагревание таких веществ может приводить к их разложению на вещества, весьма неполезные для человеческого здоровья. Поэтому надо знать, с чем приходиться паять, и делать это вблизи вытяжки. При работе с активными кислотными флюсами ее наличие обязательно. Далее расскажем о наиболее распространенных компонентах для пайки.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.
Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.




Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Низкотемпературным способом можно паять медную проволоку и микросхемы. Для этого нужно очистить от грязи место соединения. Нанести флюс. Разогретые концы провода можно просто опустить в порошкообразную канифоль. После этого поднести припой и расплавить его. Вместо горелки используется паяльник.
Спирт, глицерин, канифоль
Можно получить неплохой спиртоканифольный флюс растворением канифоли в этиловом спирте. Предварительно нужно канифоль растолочь в ступке как можно мельче.
Канифоль в спирте растворяется очень медленно, и от тщательного ее измельчения будет зависеть скорость приготовления флюса. После перемешивания спирта с канифолью, лучше оставить будущий флюс на несколько часов для завершения растворения.
Можно ускорить процесс, поместив раствор в стеклянную закрывающуюся тару и нагревая до 80 ℃ на водяной бане. Спиртоканифольный флюс совершенно нейтрален и после производства пайки даже не требует смывки.
Этиловый спирт можно с успехом заменить глицерином. Такой глицериновый флюс получится гуще, чем спиртоканифольный и пользоваться им будет удобнее. Растворение канифоли в этом случае замедлится.
Гораздо эффективнее будет вначале растворить ее в спирте, и после этого перемешать с глицерином. В этом случае значительно повысится активность состава, но придется обязательно смывать остатки с паяных заготовок.
Даже канифоль вполне реально приготовить самостоятельно, хотя это потребует времени. Надо собрать в теплую сухую погоду смолу-живицу со стволов сосен и переплавить ее.
Можно использовать при пайке в роли флюса или его компонента, канифоль для струнных смычковых инструментов. Она очень высокого качества и хорошо очищена. Но цена ее гораздо выше, чем у паяльной канифоли.
На основе спирта
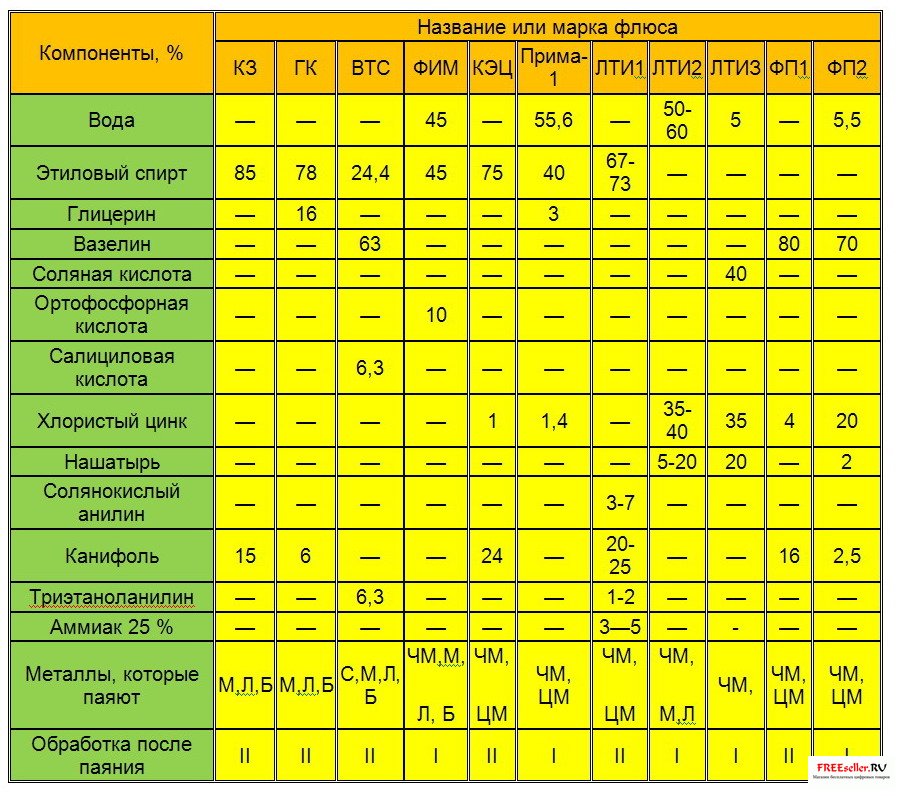
Для обычной пайки деталей из драгоценных и цветных металлов, важной работы с изделиями из черных металлов применяют раствор. В нем содержится этанола – 75%, канифоли – 24%, хлорида цинка – 1%
Все компоненты флюса растворяют накануне.
Если нужно получить особенно прочное соединение при пайке таких же деталей, то применяют пасту. В ее состав следует ввести 80% вазелина, 16% канифоли, 4% хлорида цинка. Остаточный налет после окончания работы легко удаляется кистью, смоченной в ацетоне.
 Паять никелевые, платиновые изделия рекомендуют с флюсом, в состав которого преимущественно входит этанол с добавкой 3% глицерина и 1,4 % хлорида цинка. После окончания пайки рабочее место промывают обычной водой.
Паять никелевые, платиновые изделия рекомендуют с флюсом, в состав которого преимущественно входит этанол с добавкой 3% глицерина и 1,4 % хлорида цинка. После окончания пайки рабочее место промывают обычной водой.
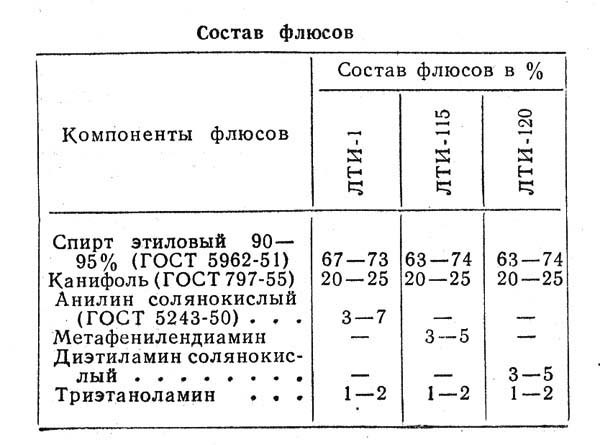
Для радиомонтажной пайки применяют флюс из этанола (от 63% до 74%), канифоли (от 20% до 25%), хлорида диэтиламмония (от 3% до 5%) и 1-2% триэтаноламина. Остатки смеси по окончании пайки можно смыть ацетоном, спиртом или оставить на поверхности.
Для многих металлических сплавов (железа, нихрома, серебра, бронзы, цинка, нержавейки) подходит флюс из 70% этанола, 22% канифоли, 6% хлорида фениламмония и 2% триэтаноламина.
Хорошими качествами обладают флюсы из 75% этилового спирта, 25% канифоли и 5% метафенилендиамина или солянокислого гидразина. Они удовлетворяют всем требованиям пайки.
Универсальный состав при нагревании может выделять летучие компоненты. Поэтому пайку нужно проводить в присутствии работающей вентиляции. Хранение флюсов на основе этанола требует особых условий.
Емкость с раствором должна быть закрыта герметично. Если флакон оставить слегка приоткрытым, спирт начнет улетучиваться, Это приведет к увеличению концентрации оставшихся реагентов, изменению свойств флюса.
Как правильно выбрать флюс
Даже при знании разновидностей и технических характеристик не каждый человек знает, как выбрать флюс
Важно понимать какой состав лучше. Для безопасной пайки следует выбирать нейтральные флюсы
Они подходят для работы с различными деталями. Однако при спайке больших компонентов, работа будет происходить медленно.
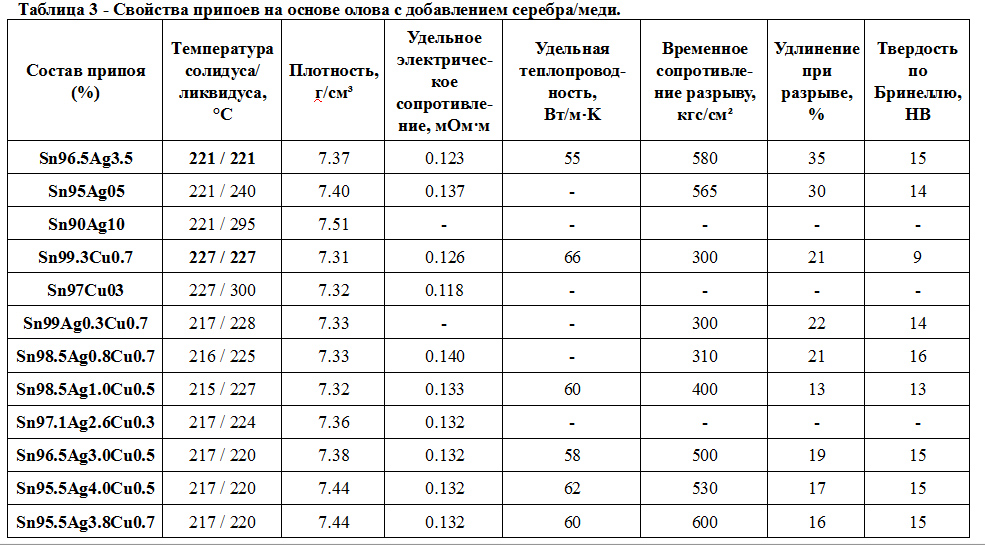
Чтобы ускорить процесс, можно использовать среднеактивные флюсы. Такие составы подходят для работы с различными металлами. Для работы с крупными деталями идеальным вариантом являются серебряные припои.




Лучшие заменители
Не всегда дома может найтись припой для спайки оборванных контактов или проводов. В таких ситуациях можно провести ремонт без покупных составов. Заменить флюс можно несколькими веществами:
- янтарем;
- жиром;
- «Аспирином»;
- смолой.
Перед началом работ «Аспирин» необходимо растворить в небольшом количестве жидкости.

Смола на дереве
Самостоятельное приготовление
Приготовить рабочий флюс для пайки на основе канифоли можно самостоятельно. Для этого достаточно раздробить и растереть её в порошок, а затем засыпать полученный состав в ёмкость и сразу же залить небольшим количеством технического спирта.
Соотношение используемых при подготовке флюса компонентов должно составлять три к пяти. После тщательного встряхивания приготавливаемой смеси следует оставить её на пару дней и не трогать до тех пор, пока канифоль окончательно не растворится в спирте.
Самой подходящей ёмкостью под жидкий флюс является обычный пузырёк из-под лака, в крышке которого уже имеется встроенная кисточка. Непосредственно перед использованием рекомендуется тщательно отмыть бывшую в употреблении бутылочку от следов лака.
Довольно часто специалистами применяется ещё одна близкая к флюсам разновидность активных добавок, называемая паяльным жиром. Этот реагент принято относить к условно нейтральным составам. Они нужны, чтобы несколько улучшить условия пайки металлических соединений.
Только в этом случае получится сделать качественное паяльное соединение.
Специализированные жидкие флюсы
В продаже имеются в ассортименте многокомпонентные жидкие флюсы для специального применения. Составляющие их подобраны таким образом, что определенная группа металлов для данной рецептуры подходит лучше всего. Во флаконах намешано много чего. Нет смысла вникать в перечень компонентов. Просто покупаем тот флакон, описание которого на этикетке лучше всего подходит для решаемой задачи.
Флакон снабжен пробкой со вставленной кисточкой для удобного нанесения. Почти все эти жидкие смеси великолепно удаляют пленки, затрудняющие пайку. А это значит, что они активные и необходимо тщательно удалять их остатки, протирая место пайки. Не забываем о вредном воздействии паров на организм. Если нет вытяжки, надо паять на балконе или на подоконнике у открытого окна. Тут же и смываем остатки, если используется растворитель, бензин или ацетон.

Некоторые из специальных жидких флюсов
Как паять?
Перед тем, как приступить к непосредственной пайке, необходимо правильно подготовить поверхность проводов. Для начала необходимо, чтобы поверхность была обезжирена. Этого добиваются путем обработки участка пайки ацетоном, бензином или же растворителем другого рода.
Если под рукой отсутствует флюс, необходимо механическим путем удалить оксидную пленку с поверхности провода. Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Необходимо помнить, что механическими способами убрать абразивную пленку не удастся, так как на поверхности металла вследствие контакта с воздухом сразу же образуется новая, хоть и более тонкая пленка оксида. Флюс в этом плане значительно лучше, так как убирает всю оксидную пленку и не дает воздуху проникнуть к металлу.
Когда оксид снят, провода фиксируют, прогревают паяльником и наносят на разогретый участок припой.
Хранение
В доме у каждого хозяина должен всегда иметься под рукой флюс, так как он может понадобиться в любой момент. Если в домашних условиях чаще всего приходится выполнять простые ремонтные работы, то достаточно приобрести небольшой тюбик с флюсом. Он должен храниться в плотно закрытой емкости и быть защищённым от проникновения влаги внутрь. Категорически запрещено хранить данный материал рядом с нагревательными приборами и открытым огнем, так как он легкоплавкий.
Нельзя оставлять емкости с флюсом в помещениях, где температура воздуха поднимается выше +25°С. Сроки хранения для большинства видов паяльных материалов составляют: при температуре от +5 до -10°С – 6 месяцев, от +10 до -20°С – 3 месяца и от +20 до -30°С – 1 месяц. В том случае, если состав хранился в негерметично закрытых упаковках, то его не рекомендуется использовать. Такой флюс нужно заменить на новый.
О том, как правильно выбрать флюс для пайки, смотрите в следующем видео.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения.

Чистка металла паяльной кислотой
Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.







Флюсы для обработки микросхем
Раньше для пайки плат и других различных деталей использовалась только канифоль, которая относится к активным флюсам. Однако спиртовой канифольный раствор для ремонта микросхем применять не рекомендуется, так как он имеет несколько существенных недостатков:
- При высоких температурах канифоль удаляет не только окись металла, но и сам металл.
- Большой проблемой становится очистка пайки после применения канифоли. Ее остатки смываются только растворителями или спиртом. Оставлять же излишки флюса на плате нельзя, так как возможны вызванные загрязнениями различные замыкания.
Но выход для радиолюбителей есть. Современные рынки материалов предлагают большой выбор разных флюсов, с помощью которых обеспечивается высокое качество пайки, не разрушается жало паяльника и которые легко смываются водой. Продаются такие материалы чаще всего в удобных для их применения упаковках — шприцах.
В некоторых случаях вместо канифоли можно использовать ее заменители:
- Смолу ели или сосны можно приготовить самому. Для этого собранную с деревьев смолу следует растопить в жестяной банке и разлить по небольшим коробочкам. Огонь, на котором будет топиться смола, должен быть слабым, иначе она может воспламениться.
- Таблетку аспирина тоже можно использовать вместо канифоли. При плавлении аспирин издает неприятный запах, что является его существенным недостатком.
- Канифольный лак продается в хозяйственных магазинах и применяется вместо канифоли в спирте. Кроме этого, его можно использовать для антикоррозийного покрытия металлов.
После использования флюса готовую пайку следует обязательно прочистить смоченной в растворителе жесткой кисточкой или щеточкой, а также протереть смоченной в спирте-ректификате тряпочкой.
Сейчас выпускаются флюсы, которые не содержат вызывающих коррозию и окисление компонентов и не проводят электрический ток. Поэтому после их применения плату промывать необязательно. Нужно только удалять излишки.
Для того чтобы жидкий флюс нанести на плату, можно воспользоваться ватной палочкой, кисточкой или специальным удобным «флюсапликатором». Стоит такое приспособление достаточно дорого, поэтому дешевле сделать его самому:
- одноразовый медицинский шприц разрезать на две части;
- в резиновую трубку с внутренним диаметром в 5-6 миллиметров вставить разрезанные части шприца;
- иголку укоротить и слегка изогнуть.
«Флюсоапликатор» готов, теперь им можно обрабатывать плату. Для этого нужно слегка нажать на шланг и выдавить капельку флюса. Чтобы иголка не засыхала, в нее нужно вставить кусочек проволоки.
Флюсы в виде пасты или геля наносить на соединяемые детали можно одноразовым шприцем с толстой иглой.
Разобравшись, что такое флюс, и начав применять его для припоя металлических деталей, важно делать это в соответствии с техникой безопасности. Во время работ с химически активными веществами помещение нужно обязательно проветривать, а саму пайку производить в очках и защитных перчатках
Особенности легкоплавких флюсов
Мягкие паяльные флюсы могут плавиться до температуры 400 градусов. Благодаря им шов становится эластичным, мягким и прочным. Флюсы легкоплавкие можно разделить на следующие категории:
- Сверхлегкоплавкие.
- Специальные.
- Свинцово-оловянные.
- С минимальным количеством олова.
Самым оптимальным вариантом припоя можно считать олово, но из-за дороговизны материала он практически не применяется в чистом виде. В основном используют соединения свинца и олова. Из них получаются прочные соединения.
 В маркировке пишется, какой процент олова содержится в припое. В незначительном количестве в состав этого припоя входит сурьма. Поэтому такой вид припоя можно применять для соединений, которые не будут подвергаться вибрации или нагрузкам.
В маркировке пишется, какой процент олова содержится в припое. В незначительном количестве в состав этого припоя входит сурьма. Поэтому такой вид припоя можно применять для соединений, которые не будут подвергаться вибрации или нагрузкам.
При температурном режиме 60−145 градусов флюсы сверхлегкоплавкие могут переходить в жидкое состояние и использоваться для ручного спаивания деликатных изделий. Но при этом соединение не очень прочное.
Специальные припои необходимы в том случае, если нужно получить совместимость характеристик припоя и основного материала. Для этого применяются составы, не поддающиеся пайки. К таковым относят:
- Чугун.
- Низкоуглеродистая сталь.
- Никель.
- Алюминий.
Для того чтобы спаять деталь из алюминия, необходимо сделать припой почти полностью состоящий из олова. А для того чтобы диффузия была лучшей, в него добавляют незначительное количество кадмия, буры и цинка.